In the asphalt mixing equipment market, asphalt batch mixing plant and continuous asphalt mixing plant is the two most mainstream types of equipment, both in the production mode, efficiency, cost and other aspects of the obvious differences, to understand these differences can help industry practitioners and buyers according to their own engineering needs and accurate selection, the following will be from the buyers most concerned about the dimensions of the accurate comparison, to facilitate the rapid distinction between the two types of equipment Suitable for the scene.
Production Process
Asphalt batch mixing plant adopts intermittent batch production mode, each production cycle has a clear start and end, can only produce a batch of asphalt mixture, a batch of production is completed, need to stop running, waiting for the next batch of raw material input and measurement;
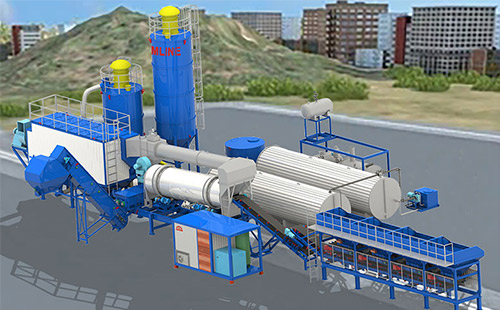
The asphalt drum mixing plant adopts continuous production mode, which can input raw materials and mix without interruption, realizing the continuous output of asphalt mixture, and the production process is more coherent.
Production Efficiency
Asphalt batch mixing plant due to its intermittent production characteristics, production efficiency is relatively low, more suitable for small batch production, high asphalt quality requirements, and does not pursue the ultimate production speed of the project, such as small municipal roads, bridges and other ancillary projects;
Asphalt drum mixing plant by virtue of the advantages of continuous production, production efficiency is higher, suitable for large-scale mass production of projects, such as long-distance highway rapid Paving, can quickly meet the project’s large amount of asphalt demand.
Raw Material Input
Asphalt batch mixing plant needs to be in each batch of production before the start of a one-time input of sufficient raw materials, to be completed after the completion of the batch of production, and then replenish the next batch of raw materials, raw material input has a cyclical nature;
Asphalt drum mixing plant can be in the process of production of continuous replenishment of raw materials, without stopping to wait for the raw materials to achieve an uninterrupted supply of raw materials to reduce the raw material input of the waiting time.
Flexibility and Adjustability
Asphalt batch mixing plant production parameters are relatively difficult to adjust, once the production formula is determined, adjust the parameters need to be down for debugging, more suitable for a long period of time in the stable production conditions, the production of a single or a few formulations of asphalt mixture;
Asphalt drum mixing plant can be flexibly adjusted in the process of production parameters, without the need for a long period of time downtime, the ability to quickly adapt to the production of different formulations of production needs, suitable for the need to frequently adjust the formula of the project. The continuous asphalt mixing plant production parameters can be flexibly adjusted during the production process, without long downtime, and can quickly adapt to the production of different formulations, suitable for projects that require frequent adjustment of the formula.
Equipment Costs and Maintenance
The equipment volume of asphalt batch mixing plant is usually small, the equipment procurement cost, installation cost is relatively low, and at the same time, due to its relatively simple structure, the subsequent maintenance difficulty and low cost, suitable for limited budget, focus on the long-term operation of the economy of the purchaser; while the continuous asphalt mixing plant has a larger volume of equipment, procurement and installation costs are higher, and the equipment structure is complex, the subsequent maintenance difficulty and cost is relatively high, suitable for sufficient budget, focus on the long-term operation of economic buyers;
Asphalt drum mixing plant has a larger volume of equipment, procurement and installation costs, and equipment structure is complex, subsequent maintenance difficulty and cost is also Relatively high, suitable for purchasers with sufficient budget and the pursuit of large-scale and efficient production.
How to Choose?
Comprehensive view, if the project pursuit of asphalt mixture of high quality, small batch production, and the need to flexibly adapt to a variety of formulations, while the budget is limited, give priority to asphalt batch mixing plant; if the project needs to be a large-scale mass production of asphalt mixture, the pursuit of the ultimate production efficiency, and budgetary adequacy, you can choose drum mix asphalt mixing plant.