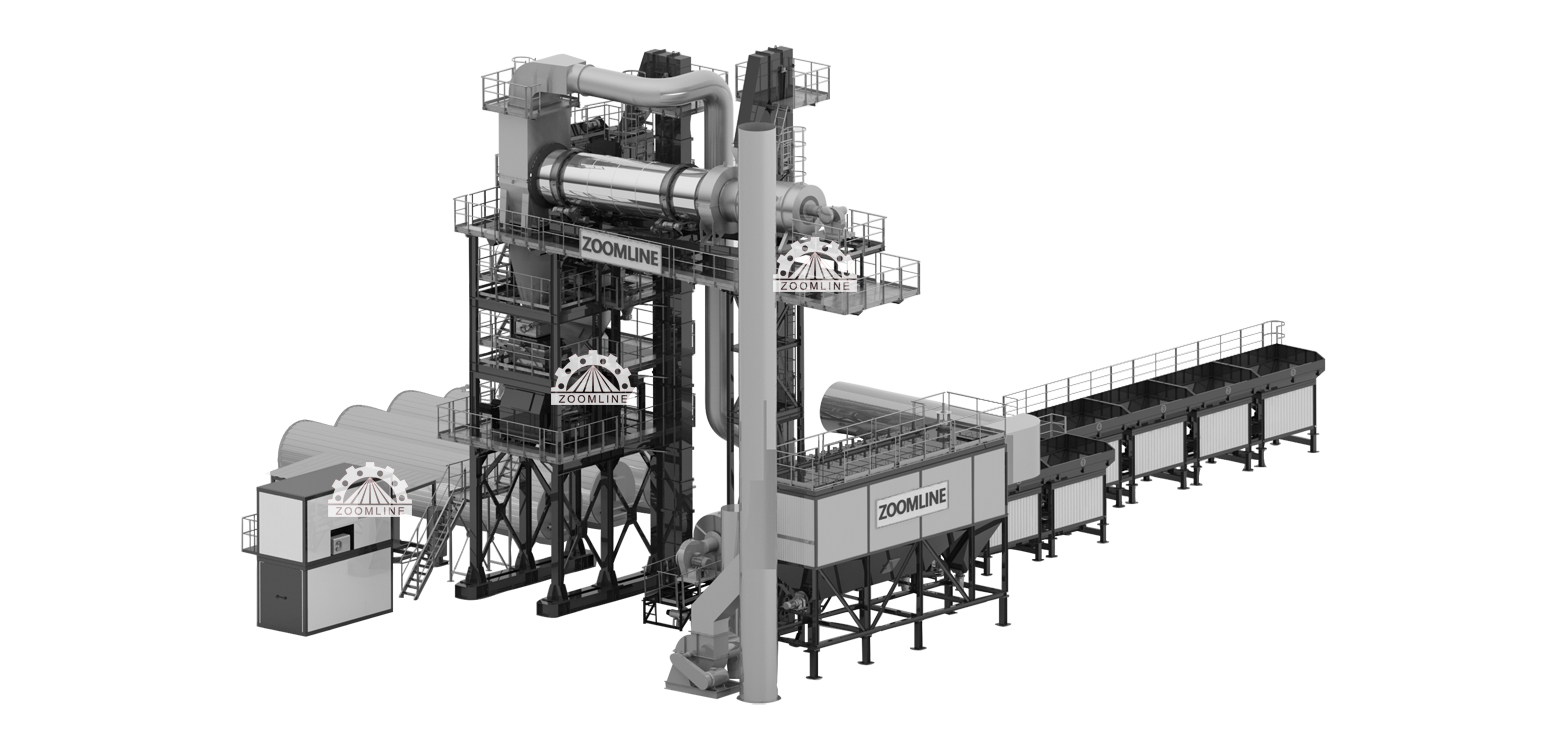
The performance of recycling asphalt plant directly depends on the quality and suitability of its core components, the plant mainly consists of 12 core systems, the systems operate in concert to ensure the high efficiency, precision and environmental protection of recycled asphalt production, the specific details are as follows:
1. Cold Aggregate Feeder System
The system consists of cold silo, belt feeder, primary aggregate feeder, primary aggregate belt conveyor assembly, recycled aggregate feeder, recycled aggregate belt conveyor assembly, and is equipped with professional environmental protection system, and adopts the modular structure design, not only easy to install and dismantle, but also can effectively reduce the production of The system consists of cold hopper, belt feeder, primary aggregate feeder, primary aggregate belt conveyor assembly, regeneration aggregate feeder, regeneration aggregate belt conveyor assembly, equipped with professional environmental protection system, and adopts the modular structure design, which is not only convenient to install and dismantle flexibly, but also effective in reducing the dust leakage in the process of production, taking into account both the environmental protection and the practicality, and is able to meet the adaptive needs of different scale of production.
2. Drying and Heating System
The drying and heating system is used for drying and heating of cold aggregate, which mainly consists of drying drum for virgin material, burner, air compressor, drying drum for recycled material, burner, air compressor, as well as storage tank for heavy oil and light oil, which can accurately control the heating temperature of the virgin and recycled material and adapt to the processing demand of the high proportion of recycled material to avoid the aging of the recycled material due to excessive heating, and protect the recycled asphalt from overheating and aging. Aging, to protect the quality of recycled asphalt, while taking into account the rationality of energy consumption.
3. Hot Aggregate Elevator System
When the aggregate and recycled materials are heated to the set temperature, the hot aggregate elevator and recycled material elevator will elevate the corresponding materials to the respective screening equipment, at the same time, the powder elevator will elevate the primary filler and recycled filler to the corresponding storage silo, in order to prepare for the subsequent screening and metering processes.
4. Vibrating Screening System
The system consists of multi-layer vibrating screen, of which the primary material vibrating screen up to 6 layers (can be customized), recycled material vibrating screen standard configuration for the 2 layer or 3 layer (can be customized), the core role is to screen out the aggregate required for each particle size class to ensure that the subsequent mixing process of the aggregate gradation is accurate, the whole system is running efficiently and stably to ensure the continuity of production.
5. Metering System
Metering System is the key to ensure the accuracy of the recycled asphalt mixture formula, consisting of raw material hot aggregate weighing device, filler weighing device, asphalt weighing and spraying device, recycled material weighing device, recycled material storage hopper weighing device, the weighing sensors will be the real-time output signals, and in the form of intuitive dynamic form on the display, to facilitate real-time monitoring and precise control of the operator.
6. Mixing System
Mixing system mainly consists of horizontal biaxial paddle mixer, vibrating mixer, centralized lubrication system and the main structure of the mixing plant, its core function is to quantitatively weigh the aggregate, filler and asphalt, in accordance with the set ratio of homogeneous mixing, and ultimately formed in line with the requirements of the finished product of the recycled asphalt mixture, mixing homogeneity directly determines the recycled asphalt pavement application performance.
7. Dust Removal System
Dust removal system is the core guarantee of the environmental performance of the equipment, which consists of the snail shell collector, the bag collector of the main dust collector and the induced air system, and the reclaimed material induced air system, which not only increases the pressure difference between the two ends of the drying drum, enhances the passing capacity of the hot airflow, optimizes the heating and drying effect, but also controls the concentration of the flue gas and dust emission within the range of the global environmental protection standards. At the same time, the air duct is connected to the vibrating screen, which can effectively remove the floating dust in the vibrating screen chamber and form negative pressure in the aggregate conveying channel, greatly reducing the possibility of dust leakage in each sealed part and practicing the concept of environmentally friendly production.
8. Filler Feed System
The system consists of primary powder silo, recycled powder silo, recycled powder storage silo, powder screw conveyor, waste powder screw conveyor, in which the primary powder and recycled powder can be put into production and use directly after weighing, and the waste powder with high content of impurities will be discharged out of the system through the waste powder screw conveyor, so as to avoid affecting the quality of the recycled asphalt mixture.
9. Bitumen Supply System
The bitumen supply system is responsible for storing and delivering bitumen, mainly composed of high-temperature bitumen tanks, high-temperature bitumen mixing tanks, bitumen discharge tanks, bitumen pumps and thermal oil system, which can accurately store and deliver quantitative bitumen according to the production demand and guarantee the accurate and controllable bitumen dosage in the mixing process.
10. Pneumatic Circuit System
The pneumatic system consists of air compressor, air filter, air dryer and pneumatic components, one set for each raw material system and recycled material system, which can provide stable, dry and clean air source for the pneumatic control of each part of the equipment, and guarantee the precise and smooth operation of each action of the equipment.
11. Electrical Control System
The electrical control system adopts intelligent design, which consists of control room, desktop combination console, wall-mounted control elements, advanced commercial computer, printer, tool box, cabinet dual-temperature air conditioning, and can realize three control modes: fully automatic, semi-automatic and manual. The whole system runs accurately, efficiently and stably, which can reduce manual intervention, lower the operation difficulty and human error, and at the same time reduce the intensity of manual labor, and solve the problem of the enterprise's labor force. Labor intensity, to solve the pain point of high labor costs.
12. Recycled Asphalt Adding System
Recycled asphalt adding system can improve the production efficiency of the mixing plant to help users reduce the cost of investment in equipment, hot recycling asphalt plant through a special drying drum to complete the heating operation of recycled asphalt, and the system is usually used in conjunction with the asphalt mixing plant, mainly by the recycled asphalt feeding system, material material lifting system, drying system, recycled asphalt hopper, recycled asphalt weighing system, dust removal system and control system. system, dust removal system and control system.