Asphalt Batch Mix Plant Operation and Components
Contents
- 1 What is an Asphalt Batch Mix Plant
- 2 Overview of the Main Asphalt Mixing Plant Parts
- 2.1 Cold Aggregate Supply System: The Precise Starting Point for Raw Material Pre-processing
- 2.2 Drying and Heating Unit: The Core Technology for Efficient Thermal Energy Utilization
- 2.3 Hot Aggregate Processing System: A Revolution in Graded Screening Precision
- 2.4 Metering and mixing system: The key to uniformity in the mixture
- 3 Asphalt Batch Mix Plant Process in Detail
- 4 Frequently Asked Questions and Solutions
- 5 Routine Maintenance of Asphalt Mixing Plant
- 6 Technology Trends and Industry Outlook
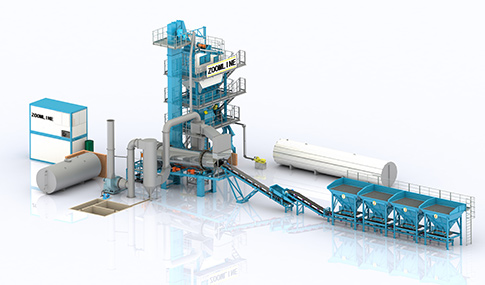
What is an Asphalt Batch Mix Plant
Asphalt mixing plants are core equipment in road construction, and their technological advancement directly impacts the quality foundation of pavement engineering. The equipment mixes aggregates such as crushed stone and sand with viscous asphalt binder in strict proportions to produce asphalt mixtures with specific mechanical properties — — This material serves as the “skeleton and blood” of roads, not only providing the strength required to withstand heavy traffic loads but also ensuring durability under high temperatures, rainfall, and freeze-thaw cycles through the synergistic interaction between the aggregate skeleton and asphalt binder. From urban main roads to mountainous highways, high-quality asphalt mixtures are the cornerstone for achieving the engineering goal of “no major repairs for ten years.”
Asphalt Drum Mix Plant vs. Asphalt Batch Mix Plant
In the wave of modern infrastructure construction, the application of asphalt mixing plants has transcended traditional highway contexts, deeply integrating into transportation, municipal engineering, special projects, and maintenance sectors, with their equipment functions and processes continuously evolving and upgrading.
Transportation Engineering: Precisely Adapting to Different Road Requirements
In highway construction, pavement performance directly impacts driving safety and comfort. For mountainous long downhill sections, OGFC (Open Graded Friction Course) mixes are required. These materials have approximately 20% void ratio. By precisely controlling aggregate gradation and asphalt content through the mixing plant, a drainage-resistant and skid-resistant surface structure can be formed, effectively reducing the risk of vehicle skidding in rainy conditions; For the upper layer of urban expressways, SMA (asphalt mastic gravel) mixes, with their discontinuous gradation design and high-viscosity modified asphalt, achieve dual performance of high-temperature resistance to rutting and low-temperature resistance to cracking. This places higher demands on the temperature control precision and fiber addition system of the mixing plant. Additionally, municipal roads prioritize noise reduction and smoothness. AC (dense-graded asphalt concrete) mix, with its fine gradation and low void ratio, combined with the mixing plant’s uniform mixing process, effectively reduces tire noise and enhances the overall quality of urban roads.
Special scenarios: Addressing extreme environments and special loads
Airport runways, as critical facilities for aircraft takeoff and landing, must withstand immense impact forces and frequent high-temperature friction. The runway-specific mixture produced by asphalt mixing plants must meet stringent requirements, including maintaining flexibility at -40°C in extreme cold and not softening or deforming at 70°C in high temperatures. By incorporating special additives such as rubber powder and anti-rut agents, combined with the mixing plant’s precise temperature control and powerful mixing capabilities, the mixture can achieve high strength and high toughness. The port yard faces the dual challenges of long-term crushing by heavy-duty trucks and erosion by seawater salt spray. The mixing plant must use high-wear-resistant aggregates and corrosion-resistant asphalt, optimize the gradation design, enhance the density and erosion resistance of the mixture, and extend the service life of the yard.
Maintenance Engineering: Promoting Resource Recycling and Green Development
With the growing demand for road maintenance, the recycling of reclaimed asphalt pavement (RAP) has become an industry trend. Asphalt mixing plants can increase the RAP content to over 50% by equipping specialized recycling heating chambers and recycling agent addition systems. During production, the mixing plant must precisely control the heating temperature of the recycled material to prevent asphalt aging. Additionally, based on the degree of RAP aging, regenerators are precisely added to restore asphalt performance. Furthermore, the application of warm-mix asphalt technology reduces mixing temperatures by 20-30°C, further reducing energy consumption and carbon emissions, and driving road maintenance toward green and low-carbon development.
These diverse application scenarios not only demonstrate the strong technical adaptability of asphalt mixing plants but also impose higher requirements on equipment functionality and production processes, driving continuous innovation and upgrading in the industry.
Differences between batch-type and drum-type mixers
Compared to continuous-production drum-type mixing plants, batch-type equipment distinguishes itself through “batch-precision control”:
Mixing ratio accuracy: Within a 40-50 second cycle per batch, batch-type mixing plants use an independent weighing system to precisely measure aggregates, asphalt, and mineral powder. Through high-precision sensors and dynamic compensation algorithms, errors can be strictly controlled within ±0.5%. In contrast, drum-type mixing plants, due to continuous feeding, find it difficult to monitor material flow fluctuations in real time, resulting in mixing ratio accuracy typically only reaching ±2%, which fails to meet the stringent requirements for high-grade pavement materials.
Special material production: The twin-shaft forced-action mixer employs a unique 360° shear mixing design, utilizing interlaced mixing blades to achieve multi-dimensional tumbling and vigorous mixing at a speed of 60–80 RPM. This operating mode ensures that the asphalt film uniformly coats the aggregate, forming an ultra-thin asphalt film of just 0.1-0.3 mm, ensuring that every grain of aggregate is fully saturated. Especially when producing complex formulations like SMA (asphalt mastic aggregate), which require the addition of high-viscosity asphalt and fibers, the intermittent mixing plant can precisely control fiber dispersion, prevent clumping, and ensure the road performance of the mixture.
Environmental adaptability: Batch-type mixing plants are equipped with multi-stage dust collection systems, typically using a combination of “cyclone dust collection + baghouse dust collection.” First, cyclone dust collectors remove over 80% of large particles, followed by membrane-coated anti-static filter bags to capture fine dust, keeping dust emissions below 30 mg/m³, far below national environmental standards. In contrast, drum-type mixing plants have open combustion systems that easily produce unburned carbon particles, leading to significant black smoke emissions. Some equipment even poses the risk of exceeding dust concentration limits.

Overview of the Main Asphalt Mixing Plant Parts
Cold Aggregate Supply System: The Precise Starting Point for Raw Material Pre-processing
This system serves as the “feed hub” of the mixing plant, consisting of a multi-bin cold aggregate hopper, a variable-frequency belt conveyor, and an electronically controlled feeder. Through intelligent interconnection, it achieves precise material conveyance and regulation:
Cold Material Bin Design: Typically equipped with 4-6 independent bins, each bin is fitted with dual vibration motor arch-breaking devices. Through high-frequency vibration at 0.8-1.2 Hz, it effectively addresses issues of wet aggregate clumping and blockages. The bottom of the silo adopts a 65° steep angle design and is fitted with PTFE wear-resistant liners, combined with side wall deflector plates, to ensure that aggregates flow steadily at a velocity of 0.8-1.2 m/s. Additionally, intelligent level sensors are installed at the top of the silo. When material levels drop below the set threshold, the system automatically triggers an alert and coordinates with upstream feeding equipment.
Dynamic adjustment technology: Relying on the PLC control system and high-precision belt scale (measurement accuracy ±0.5%), a real-time closed-loop adjustment network is constructed. When the moisture content of the aggregate changes, the system automatically adjusts the speed of the feeder (adjustable from 0 to 1500 rpm) through the PID algorithm and synchronously corrects the subsequent drying parameters. Notably, the system’s built-in machine learning module can predict moisture content fluctuation trends based on historical production data, enabling proactive feed rate regulation.
Drying and Heating Unit: The Core Technology for Efficient Thermal Energy Utilization
Thermal Optimization of the Drying Drum
Structural Innovation: The drying drum is installed at a 4° angle, with an innovative three-layer composite heating structure inside: the first layer features spiral feed guide blades with a 30° pitch to guide the feed material, the middle section has alternately arranged wavy material-carrying plates with a 15° incline angle to create a parabolic movement trajectory for the material, and the final section has a uniform material distribution grille to ensure temperature field uniformity. Through CFD simulation-optimized internal flow field design, the material achieves precise residence time of 45–60 seconds within the drum, reducing moisture content from 5% to below 0.3%.
Insulation technology: The outer layer of the drum adopts a sandwich structure consisting of “aluminosilicate fiber felt + aerogel insulation layer + stainless steel protective plate,” with a total insulation thickness of 120 mm. According to actual measurements, at an ambient temperature of 25°C, the surface temperature of the drum is only 55°C, and the heat loss rate is controlled within 6.5%. The protective plate surface also integrates a temperature sensor array to monitor local overheating risks in real time.
Intelligent control of the burner
Fuel adaptability: The natural gas burner is equipped with a high-precision proportional control valve (control ratio 1:10), an infrared thermometer (range 0-350°C), and an oxygen content analyzer, forming a “temperature-oxygen content-air-fuel ratio” three-dimensional control model, with thermal efficiency stabilized above 92%. Coal-fired burners utilize staged air supply technology, with primary air enhancing combustion and secondary air ensuring complete combustion, resulting in particulate matter emissions below 50 mg/m³.
Safety Protection: The system integrates a triple safety protection system: an ultraviolet flame monitor (response time < 0.5 seconds), dual-channel temperature redundancy detection, and an emergency gas pipeline shut-off valve. When the system detects abnormalities such as flameout or overheating (threshold ±15°C), it immediately cuts off fuel supply within milliseconds and activates the CO automatic alarm device.
Hot Aggregate Processing System: A Revolution in Graded Screening Precision
Bucket Elevator: Features a chain plate – wear-resistant rubber bucket composite structure, with chain plates having a tensile strength of 1200 MPa and bucket edges embedded with zirconia ceramic liners (hardness HV1200). Combined with an automatic tensioning device, it achieves stable conveying at 200-600 t/h in a high-temperature environment of 160-180°C. The elevator is equipped with an integrated vibration monitoring system, which uses accelerometers to continuously monitor bucket wear and chain tension in real time.
Vibrating screen grading: Equipped with six layers of stainless steel screens (pore sizes ranging from 31.5 mm to 2.36 mm), using an elliptical vibration trajectory (vibration frequency 800-1200 rpm, amplitude 8-12 mm), combined with adjustable eccentric block angle technology, to achieve a dynamic balance between screening efficiency and precision. The screen box side panels are fitted with polyurethane elastomer buffer pads, keeping noise levels below 85 dB. Screen undersize material is monitored online via a laser particle size analyzer, with oversized particles automatically returned to the drying stage via pneumatic valves if they fail to meet specifications.
Metering and mixing system: The key to uniformity in the mixture
Dynamic weighing technology: The aggregate scale uses four high-precision shear beam sensors (range 0-10t, resolution 0.1kg), the asphalt scale is equipped with an electrically heated insulation jacket (temperature control accuracy ±1℃), and the mineral powder scale integrates a pulse-type arch-breaking air hammer (operating pressure 0.6-0.8MPa). The three weighing systems operate in coordination via a time synchronization module (accuracy ±10ms), with weighing errors controlled within ±0.2%. All metering data is uploaded in real-time to the cloud-based MES system, supporting three-dimensional visualization and traceability of production data.
Innovations in the dual-axis mixer: Utilizes a variable-frequency speed-regulated motor (adjustable from 80-120 rpm), an alternating forward/reverse operation mechanism (direction switches every 10 batches), and dual-curve blades arranged in an interlaced pattern to create a complex vortex mixing field. The blades and liners are made of high-chromium alloy overlay welding (hardness HRC58) and undergo laser quenching treatment on the surface. For special mixes like SMA, a high-pressure asphalt spraying system (particle size ≤100μm) is configured, combined with an intelligent mixing time algorithm, achieving asphalt coating uniformity of 96.5%, while also supporting AI-based quality prediction for production data.

Asphalt Batch Mix Plant Process in Detail
Cold aggregate feeding:
Cold aggregate is transported from the cold aggregate bin to the drying drum in an orderly manner via a belt conveyor. During transportation, the variable frequency speed control system dynamically adjusts the belt speed according to production requirements. At the same time, the accompanying level sensor continuously monitors the inventory in the cold aggregate bin to ensure the continuity and stability of aggregate supply.
Aggregate Heating and Drying:
The drying drum employs counterflow heating principles, using low-nitrogen burners to spray high-temperature flames to heat the aggregate. The spiral blades and material-lifting plates inside the drum work in tandem to ensure the aggregate comes into full contact with the hot airflow during tumbling, rapidly evaporating moisture. The temperature control system can heat the aggregate to 160-180°C, with moisture content precisely controlled below 0.3%.
Hot Aggregate Conveying:
The bucket elevator is equipped with anti-jamming protection devices and speed monitoring systems, vertically lifting the dried hot aggregate to the feed opening of the vibrating screen. To minimize heat loss, the elevator housing features a double-layer insulated structure, with wear-resistant liners installed internally to extend equipment lifespan.
Hot Aggregate Screening:
The three-layer vibrating screen uses elliptical vibration technology to precisely grade the hot aggregate through screens with different aperture sizes. Oversized particles are automatically returned to the crushing system for secondary processing. The screens are equipped with ultrasonic cleaning devices to prevent fine aggregate blockages, ensuring screening efficiency and aggregate gradation compliance rates.
Mixing:
In the dual horizontal shaft forced mixing unit, hot aggregate, asphalt, and mineral powder are precisely dosed according to laboratory ratios. Mixing blades rotate at specific angles and speeds to ensure uniform asphalt coating of aggregate surfaces and thorough dispersion of fillers. Each batch mixing time is controlled between 45–60 seconds to guarantee mixture uniformity and stability.
Asphalt and filler weighing:
High-precision electronic scales and a closed-loop control system are used to control asphalt measurement errors within ±0.3% and filler measurement errors within ±0.5%. During dynamic weighing, the system continuously monitors material flow and precisely adjusts the feed rate via pneumatic valves to ensure consistent batch-to-batch mix ratios.
Storage and transportation:
Finished asphalt mixture is stored in insulated silos equipped with a circulating heating system, maintaining an internal temperature of 150-160°C. During loading, anti-segregation chutes and layered loading technology are used, combined with GPS-located transport vehicles, to ensure the mixture is delivered to the construction site quickly and intact at the optimal temperature.

Frequently Asked Questions and Solutions
In the actual operation of asphalt mixing plants, various issues can significantly impact production quality and efficiency. Through analysis of industry cases and in-depth research into technical principles, the following provides a detailed analysis of common issues and offers comprehensive, actionable solutions.
Unstable Output and Low Production Efficiency
Low production efficiency is a common issue in asphalt mixing plant operations, with root causes often concentrated in the cold aggregate supply system and control system parameter settings. If the cold aggregate supply system malfunctions, it directly leads to interrupted aggregate supply, thereby affecting the smoothness of the entire production process. For example, if the arch-breaking device in the cold aggregate silo fails, moist aggregate may clump and block the system, causing the belt conveyor to run idle or overload; if the variable frequency control system parameters of the feeder are improperly set and cannot dynamically adjust the feeding speed according to production requirements, it will also result in unstable material supply.
Additionally, abnormal control system parameters should not be overlooked. If the PLC control system has not undergone precise PID parameter adjustment, it will cause system response delays and inability to promptly address changes in the production process; if there are flaws in the interlocking control programs between equipment, it will result in poor coordination between processes, thereby reducing overall production efficiency.
Solutions:
Cold aggregate supply system inspection: Regularly inspect the arch-breaking devices in the cold aggregate silos to ensure the vibrating motors are functioning normally, and replace them if necessary; clean any adhered material from the silo walls and bottom to prevent blockages. Additionally, inspect the variable frequency controller of the feeder, conduct no-load and load tests, and optimize the speed control curve to enable precise adjustment of the feeding speed from 0 to 1500 rpm according to production requirements.
Control system optimization: Re-tune the PID parameters of the PLC control system, using trial-and-error or Ziegler-Nichols methods to determine optimal parameters, improving system response speed and stability. Conduct a comprehensive review of equipment interlock control programs, correct logical errors, and ensure seamless integration between cold aggregate supply, heating, and mixing processes. Additionally, introduce an intelligent monitoring system to collect real-time operational data from all equipment, using AI algorithms to predict potential faults and enable proactive intervention.
Unstable asphalt mixture temperature
The temperature stability of asphalt mixtures directly affects their road performance, and temperature fluctuations are often caused by control issues with the burner and drying drum. Unstable fuel supply to the burner or improper air-fuel ratio can cause fluctuations in flame temperature. Abnormal drum speed or severe wear of internal mixing blades can result in uneven heating of aggregates, preventing the desired heating temperature of 160–180°C from being achieved. Additionally, reduced accuracy of temperature sensors or improper installation locations can lead to distorted temperature monitoring data, thereby affecting the accuracy of the control system’s adjustments.
Solutions:
Burner and drying drum maintenance: Regularly maintain and service the burner, clean carbon deposits from the nozzles, and calibrate the proportional control valves to ensure the air-fuel ratio remains at an optimal state. For coal-fired burners, inspect the staged air supply system to ensure proper ratio between primary and secondary air. Additionally, verify that the drying drum’s rotational speed meets design specifications, replace severely worn material-handling plates, and optimize internal hot airflow distribution.
Temperature control system upgrade: Use a combination of high-precision infrared thermometers and thermocouples for temperature monitoring to improve measurement accuracy. Regularly calibrate temperature sensors and replace them promptly if the error exceeds ±2°C. Optimize the burner’s intelligent temperature control algorithm and introduce adaptive control strategies to enable the system to automatically adjust fuel supply based on factors such as aggregate moisture content and ambient temperature, keeping the temperature fluctuation range of the mixed material output within ±5°C.
Unstable oil-to-aggregate ratio
The oil-to-aggregate ratio is a critical parameter in the asphalt mixture design. Its instability is primarily caused by issues with the weighing system’s precision. Aging sensors and zero-point drift in the aggregate scale, asphalt scale, and mineral powder scale can lead to measurement data deviations; reduced sealing performance of the weighing hopper can cause material leakage or moisture ingress, affecting measurement accuracy; During dynamic weighing, factors such as material impact force and vibration can also cause fluctuations in weighing results.
Solutions:
Weighing system calibration and maintenance: Establish a strict regular calibration system, using standard weights to perform static calibration on aggregate scales, asphalt scales, and mineral powder scales monthly. Adjustments should be made when the error exceeds ±0.3%. Inspect the sealing gaskets of the weighing hoppers and promptly replace aged or damaged components to prevent material leakage. Install vibration damping devices at the weighing sensor mounting locations to reduce the impact of equipment vibration on weighing accuracy.
Dynamic Weighing Optimization: Adopt advanced dynamic weighing compensation algorithms to compensate in real-time for interference factors such as material impact force during falling and belt conveyor vibration. Upgrade the weighing control system to increase sampling frequency and data processing speed, ensuring measurement errors for each batch of material are controlled within ±0.2%. Additionally, strengthen operator training and standardize material feeding procedures to avoid measurement deviations caused by improper operation.
Dust Pollution
As environmental protection requirements become increasingly stringent, dust pollution has become a key concern in the operation of asphalt mixing plants. Inefficient dust collection systems are the primary cause of dust exceeding permissible limits. Clogged or damaged filter bags in baghouse dust collectors reduce their filtration capacity; worn or dust-covered deflector plates in cyclone dust collectors reduce the separation efficiency of large dust particles; and insufficient airflow from dust collection system fans or air leaks in pipelines also impair overall dust collection effectiveness.
Solutions:
Dust collection equipment maintenance and upgrades: Establish a regular inspection system for baghouse dust collectors, conducting weekly checks on filter bag blockages. Monitor resistance changes using differential pressure sensors, and promptly perform pulse cleaning or replace filter bags when resistance exceeds the set threshold. Use PTFE nano-coated filter bags to improve filtration efficiency for PM1.0 particles. Clean the internal dust accumulation of the cyclone dust collector monthly, inspect the wear condition of the deflector plates, and replace them as necessary.
System Optimization and Coordinated Control: Retrofit the fans of the dust collection system with variable frequency drives to dynamically adjust airflow based on production load, ensuring stable negative pressure at all dust collection points. Conduct a comprehensive inspection of the dust collection ductwork and seal any air leaks to minimize airflow loss. Optimize the series process of the cyclone dust collector and baghouse dust collector, reasonably allocate the load between the two stages of dust collection, and maintain dust emission concentrations below 20 mg/m³, meeting the most stringent environmental standards.

Routine Maintenance of Asphalt Mixing Plant
Production Efficiency Optimization Path
Intelligent Scheduling System: Relying on the ERP digital management platform, an integrated collaborative system covering order lifecycle management, dynamic raw material inventory monitoring, and equipment health status assessment is constructed. When multiple projects are produced in parallel, the system automatically optimizes the batch production sequence based on genetic algorithms and priority matrices, reducing equipment idle time through intelligent production scheduling. A case study of a provincial-level transportation project demonstrated that after implementing this system, equipment start-stop frequency decreased by 40%, overall production capacity increased by 18%, and mechanical wear caused by frequent start-stops was significantly reduced.
Recycling Technology Application: In the process of recycling material processing, a dual channel infrared heating chamber design is adopted, and mid wave infrared radiation technology is used to achieve precise temperature control (± 2 ℃) of RAP material, effectively avoiding secondary aging of old asphalt due to local overheating. The supporting intelligent metering system can accurately control the amount of regenerant added (error ≤ 0.05%), and automatically adjust the addition ratio according to the aging degree of RAP material. The practice of a mixing plant in a certain Yangtze River Delta region shows that under the condition of adding 45% recycled materials, the unit production cost is reduced by 15 yuan/ton, and the Marshall stability of the mixture is improved by 12%.
Environmental Protection and Safety Control Key Points
Dust Collection System Upgrade: The new-generation baghouse dust collector uses PTFE nano-coated filter bags combined with a gradient pore structure design, achieving a filtration efficiency of 99.9% for PM1.0 particles. An IoT-based intelligent monitoring module uses differential pressure sensors to monitor filter bag resistance changes in real time. When emission concentrations exceed 25 mg/m³, it triggers a pulse cleaning program (using 0.6 MPa compressed air), reducing the cleaning cycle to one-third of that of traditional equipment. Actual data shows that after three years of operation, emission concentrations remain stably controlled below 20 mg/m³.
Safety interlock mechanism: The mixing main unit is equipped with a triple safety protection system. The zero-speed protection device uses an encoder to monitor the main shaft speed in real time. When the speed suddenly drops, the hydraulic quick-opening mechanism opens the discharge door within 2 seconds to prevent equipment damage caused by material solidification. The asphalt storage area employs a distributed gas monitoring network, with each storage tank equipped with dual redundant flammable gas detectors, achieving a detection accuracy of 0.05% LEL. Upon triggering an alarm, the system automatically activates the water curtain sprinkler system and forced ventilation devices to control risks at their inception.
Preventive Maintenance System
Critical component early warning: Multi-parameter monitoring terminals are deployed at high-wear locations such as drying drum support rollers and vibrating screen bearings, integrating infrared temperature measurement (accuracy ±0.5°C), three-axis vibration analysis (resolution 0.01 mm/s), and online oil analysis functions. Based on LSTM neural network algorithms, the system can predict component remaining lifespan and push maintenance work orders 72 hours in advance. After implementation in a northwest project, the rate of sudden failures in critical equipment decreased by 75%, and maintenance costs were reduced by 30%.
Lubrication Intelligent Management: The fully closed-loop centralized lubrication system uses a volumetric distributor, controlled by a PLC to achieve differentiated precise lubrication at 120 lubrication points (lubrication volume error ≤2%). The system is equipped with an oil contamination sensor, which automatically activates bypass filtration when particle concentration exceeds limits. When combined with intelligent lubrication management software, the system can dynamically adjust lubrication cycles based on equipment operating conditions. Tested bearing mean time between failures (MTBF) reached 18,000 hours, far exceeding industry standards.

Technology Trends and Industry Outlook
As a core piece of equipment in road construction, asphalt mixing plants provide critical support for modern infrastructure development through efficient material handling, precise measurement and mixing, and environmentally friendly production processes. By optimizing operations, strengthening daily maintenance, and addressing common issues, mixing plants can significantly enhance production efficiency and mix quality. In the future, with the further development of intelligent control technology and green production concepts, asphalt mixing plants will increasingly focus on energy conservation, emissions reduction, and sustainable development, driving new growth momentum for the industry. It is encouraged for industry practitioners to actively adopt environmental protection technologies and circular economy models to jointly promote the green transformation of the road construction industry.