Bitumen Drum Decanter VS Bitumen Bag Decanter
In asphalt processing industries such as road construction, waterproofing, and anti-corrosion, the melting of solid asphalt is a core production step. As two mainstream bitumen melting machines, bitumen drum decanter and bitumen bag decanter cater to different packaging forms of raw asphalt, each featuring distinct characteristics in structure, process, and production capacity. Selecting the right equipment not only enhances the efficiency and quality of bitumen melting but also reduces production energy consumption and adapts to actual project requirements, becoming a key factor for enterprises to reduce costs and increase efficiency.
Bitumen Drum Decanter
The bitumen drum decanter is a specialized melting device designed for steel drum-packed asphalt. As a “classic” piece of equipment in asphalt processing, it excels in small-to-medium batch processing and precision production scenarios due to its high automation and recovery rate.

Core Structural Components
The core components of the bitumen drum decanter are designed around the processes of loading, heating, melting, and discharging drum-packed asphalt. It primarily consists of five key parts: the drum-to-asphalt conversion chamber, hydraulic lifting and pushing mechanism, thermal oil heating system, melting chamber, and electrical control system. Some high-end models are additionally equipped with fume collection and impurity filtration devices, further enhancing environmental performance and the quality of the finished asphalt product.
Standardized Workflow
The entire melting process for drummed asphalt is fully automated, requiring minimal manual intervention, with clear and efficient steps:
Loading: Utilizing a hydraulic lifting platform and push mechanism, entire drums of asphalt are automatically conveyed into the drum removal and heating chamber. This chamber can accommodate multiple drums simultaneously for parallel processing, enhancing batch processing efficiency.
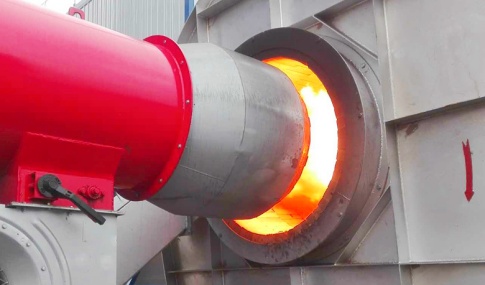
Heating and Melting: Utilizing indirect thermal oil heating, heating coils uniformly envelop the asphalt drums without direct flame contact. This prevents high-temperature degradation of the asphalt while enhancing heating safety. The asphalt gradually melts into a viscous liquid and flows naturally into the melting chamber;
Impurity Removal & Agitation: A stirring mechanism within the melting chamber rotates and agitates the asphalt while filtering out impurities from the raw material, ensuring asphalt purity.
Temperature-Controlled Discharge: The asphalt is further heated to a viscosity suitable for pumping (temperature typically controlled between 120°C and 180°C). A high-temperature asphalt pump then conveys the liquid asphalt to storage tanks or directly into production processes.
Core Equipment Advantages
High Operational Efficiency
Fully automated feeding, heating, and discharge processes support continuous batching, minimizing production downtime. Mainstream models achieve capacities of 5-10 t/h, suitable for small-to-medium continuous production.
Safety & Environmental Compliance
Fully enclosed processing structure prevents asphalt vaporization and leakage. Integrated fume extraction and filtration systems meet environmental emission standards. Automatic temperature control precisely regulates heating, eliminating risks of overheating fires or asphalt carbonization.
High Material Recovery Rate
Achieves 99% asphalt recovery with minimal drum residue, significantly reducing material waste and procurement costs.
Simple Operation & Maintenance
Modular design facilitates equipment maintenance, while automated control systems reduce manual complexity and labor requirements.
Typical Application Scenarios
The bitumen drum decanter offers exceptional adaptability, particularly suited for scenarios demanding high asphalt quality and flexible production scales:
– Small-batch asphalt processing at mixing plants; on-site melting for emergency road repairs;
Industrial asphalt applications such as waterproofing, anti-corrosion, and waterproof coatings;
Rural road construction in remote areas and overseas export projects (barrel-packed asphalt offers more convenient logistics);
Supporting feeding equipment for asphalt spreaders and asphalt mixing plants.
Bitumen Bag Decanter
Bitumen bag decanter (also known as bulk bag asphalt melting equipment) is designed for melting 1-ton bulk bagged asphalt. It emphasizes large-scale, high-capacity, continuous processing. By optimizing the heating system, it achieves rapid melting of bulk asphalt, making it a core piece of equipment for large-scale road construction and bulk asphalt production.

Core Structural Components
The equipment’s structure revolves around the lifting, feeding, and efficient heating of bulk bag asphalt. Key components include a lifting mechanism, conveying system, thermal oil heating coils, fire tube enhanced heating unit, melting chamber, and electrical control system. Select models incorporate a storage chamber and float ball overflow prevention device to ensure stable continuous production.
Standardized Workflow
Centered on “large-batch, continuous” operation, the heating process prioritizes efficiency through these steps:
Feeding: Ton-bag asphalt is hoisted to the feed port via electric winch or crane. After cutting the bag bottom, raw asphalt enters the heating zone through the conveying system—a simple and efficient process.
Preliminary Heating: Asphalt undergoes initial heating via thermal oil heating coils. High-temperature thermal oil circulates through serpentine coils to achieve preliminary melting while separating impurities from the raw material.
Intensive Melting: The partially melted asphalt enters the melting chamber, where it undergoes secondary high-temperature heating via the fire-tube intensive heating unit. This rapidly elevates the asphalt temperature to pumping standards, resolving the issue of slow melting for bulk asphalt.
Constant-Temperature Discharge: The melted liquid asphalt is pumped to storage tanks via high-temperature pumps. The equipment’s integrated storage chamber enables uninterrupted melting and discharge, meeting the demands of large-scale continuous production.
Core Advantages of Equipment
Outstanding Production Capacity
Mainstream models achieve over 8 t/h output, with selectable capacities ranging from 5 to 15 t/h. Production capacity significantly exceeds that of drum-type de-barrelers in comparable equipment sizes, enabling a single unit to meet bulk asphalt demands for large-scale road construction.
High Heating Efficiency
Features a dual heating system combining thermal oil and fire tubes for rapid heating. High-density insulation layers minimize heat loss, delivering energy savings and reduced consumption.
High Production Continuity
Features an independent asphalt storage chamber enabling simultaneous feeding, melting, and discharging. Eliminates batch processing intervals, significantly boosting production efficiency.
Flexible Operation & High Adaptability: Processes ton-bag asphalt of varying specifications and weights. Ergonomic feed port design minimizes operator difficulty. Float ball overflow prevention and automatic temperature control further enhance operational stability.
Outstanding Environmental Performance
Fully enclosed processing structure minimizes asphalt volatilization, while an advanced heating circulation system reduces energy consumption, offering environmental and cost advantages in large-scale production.
Typical Application Scenarios
Designed for large-scale production, asphalt bag-removal equipment primarily serves major infrastructure projects and high-capacity asphalt processing scenarios:
Centralized asphalt processing for large-scale road construction such as highways and urban arterial roads;
Core melting equipment for large asphalt mixing plants, ensuring continuous feed supply;
Bulk asphalt processing and storage operations for asphalt producers;
On-site asphalt processing bases for major infrastructure projects.
Differences Between Bitumen Bag Decanter and Bitumen Drum Decanter
Both devices are specialized equipment for asphalt melting, equipped with fully automatic electrical control systems to ensure safe and stable processing. However, due to differences in compatible raw material packaging, they exhibit significant variations in structure, process, and production capacity. Specific comparisons are as follows:
| Comparison Dimension | Bitumen Drum Decanter | Bitumen Bag Decanter |
| Suitable Raw Material | Steel drum-packed asphalt (typically 180kg/drum) | Ton-bag-packed asphalt (typically 1 ton/bag) |
| Core Structure | Includes hydraulic lifting/pushing mechanism and drum-removal chamber; no fire-tube heating unit | Includes hoisting/conveying system and fire-tube enhanced heating unit; no hydraulic pushing mechanism |
| Heating Method | Single thermal oil indirect heating, prioritizing asphalt degradation prevention | Thermal oil + fire tube dual heating, prioritizing efficient melting |
| Production Capacity | Mainstream 5–10 t/h, suitable for small-to-medium batches | Mainstream 8+ t/h, up to 15 t/h, suitable for large-scale operations |
| Process Focus | Emphasis on mechanical automation to enhance drummed material processing efficiency | Emphasis on heating system optimization to accelerate bulk material melting speed |
| Unloading Characteristics | Batch unloading, supports simultaneous processing of multiple drums | Continuous unloading, eliminates processing intervals |
| Equipment Flexibility | Limited, only compatible with drummed materials | High, accommodates bulk bags of various specifications |
| Core Advantages | 99% material recovery rate, precision processing, broad adaptability | High capacity, continuous production, energy-saving and consumption reduction |
Asphalt Melting Equipment Selection: Three Core Principles to Avoid Procurement Pitfalls
There is no inherent “superiority or inferiority” between drum-unloading and bag-unloading asphalt equipment—only “suitability.” Enterprises must make comprehensive judgments based on their production requirements, raw material supply, logistics, and transportation factors, adhering to three core principles:
Production Requirements as the Core: Match Raw Materials and Capacity
This is the primary principle for selection, directly determining equipment utilization efficiency:
For enterprises primarily using drummed asphalt, or those with smaller production scales focused on specialized processing (e.g., waterproofing/corrosion protection, road emergency repairs), prioritize drum-unloading equipment. Its high recovery rate and adaptability precisely meet these needs.
For large asphalt mixing plants or enterprises undertaking major road construction projects that primarily use bulk asphalt in ton bags and pursue large-scale, continuous production, prioritize bag-removal equipment. Its high capacity and continuous discharge characteristics meet bulk processing demands.
Consider equipment dimensions to reduce logistics costs
Asphalt melting equipment often requires cross-regional transportation, especially for overseas projects or nationwide construction firms. Prioritize equipment compatible with international standard container sizes (20FT/40FT) to significantly reduce logistics packaging and shipping costs while enhancing mobility and on-site deployment efficiency.
Comprehensively evaluate equipment quality, emphasizing cost-effectiveness and after-sales support
Equipment lifespan and operational stability directly impact long-term production costs. Procurement should holistically consider:
Equipment Materials: Prioritize models with thickened steel and premium heating coils to enhance temperature resistance and corrosion resistance;
Core Components: Focus on the brands and performance of critical parts like temperature control systems, asphalt pumps, and insulation layers to prevent production downtime caused by minor component failures;
After-sales support: Select manufacturers with comprehensive service systems covering installation, commissioning, maintenance, and spare parts supply to reduce long-term upkeep costs.
Cost calculation: Evaluate long-term cost-effectiveness by weighing equipment price, production capacity, energy consumption, and material recovery rates—not solely the unit price.
Summary
As two core pieces of equipment in the bitumen decanter field, bitumen drum decanter and bitumen bag decanter respectively support two major production scenarios: precision processing for small-to-medium batches, and large-scale, continuous operations. Bitumen drum decanter, with its high recovery rate, high automation, and broad adaptability, is the preferred choice for small and medium-sized enterprises and precision processing. Ton-bag bitumen bag decanter, characterized by high capacity, high efficiency, and strong continuity, becomes the core for large-scale infrastructure and mass production.
For asphalt processing enterprises, equipment selection fundamentally hinges on aligning with production requirements: identifying raw material packaging formats, verifying production capacity, and evaluating logistics and after-sales support are essential to selecting premium equipment that doubles production efficiency and sustainably reduces costs. Regardless of the chosen equipment, prioritizing standardized products from reputable manufacturers ensures safety, stability, and environmental compliance, laying the foundation for long-term business development.