¿Cómo produce asfalto en caliente una planta de mezcla asfáltica? Guía completa de proceso y operación (2026)
En la construcción vial moderna, el asfalto en caliente (HMA) es el material de pavimentación fundamental para autopistas, aeropuertos y vías municipales, y su calidad influye directamente en la durabilidad, la planitud y la vida útil de la superficie vial. La planta de mezcla de asfalto es el equipo clave para la producción de asfalto en caliente, ya que controla con precisión la proporción y la temperatura de los agregados, el asfalto, el polvo mineral y otras materias primas para mezclarlos uniformemente y obtener mezclas asfálticas en caliente que cumplan con los requisitos de construcción.
El proceso principal de producción de las plantas de mezcla asfáltica en caliente incluye el suministro de materia prima fría, el secado y calentamiento de los agregados, la medición y dosificación, la mezcla, la descarga y el tratamiento de los gases de combustión. Según el método de mezcla, se divide principalmente en dos tipos: mezcla por lotes y mezcla continua en tambor. La mezcla por lotes es muy flexible y ofrece una excelente precisión de dosificación, siendo adecuada para autopistas de alta calidad y proyectos con cambios frecuentes de fórmula; la mezcla continua, por su parte, presenta una alta eficiencia de producción y una estructura compacta, especialmente idónea para la producción estable a gran escala y para escenarios de cambio rápido de emplazamiento.
En 2026, con la mejora de los estándares de protección ambiental y la popularización de la tecnología inteligente, las plantas de mezcla de asfalto se están desarrollando hacia un bajo consumo de energía, bajas emisiones e inteligencia. Este artículo presentará sistemáticamente el proceso de producción completo, el control de parámetros clave, las mejores prácticas y la aplicación real de Zoomline Equipos de mezcla de asfalto para la producción de asfalto en caliente, diseñados para ayudar a las empresas constructoras y a los usuarios de equipos a dominar métodos de producción científicos y a mejorar la eficiencia y la calidad de los proyectos.

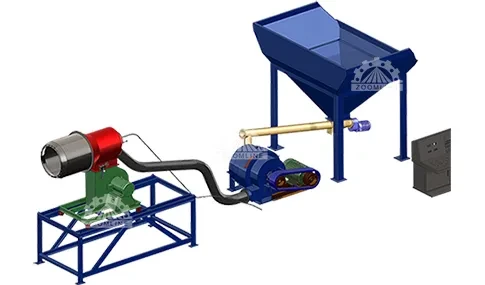
Diagrama de flujo del proceso principal de producción de asfalto en caliente en una planta de mezcla de asfalto.
La producción de asfalto en caliente en las plantas de mezcla de asfalto generalmente implica los siguientes 7 pasos principales:
1. Suministro de materia fría y mezcla primaria
Los áridos fríos de diferentes tamaños (0-5 mm, 5-10 mm, 10-20 mm, etc.) se almacenan por separado en varios silos. Mediante alimentadores de frecuencia variable, los materiales se dosifican uniformemente en una proporción fija y, posteriormente, se transportan al sistema de secado mediante cintas transportadoras. En esta etapa, es necesario controlar el contenido de humedad y la granulometría de los áridos para evitar un consumo excesivo de energía en los procesos de secado posteriores.
2. Secado y calentamiento de agregados
Los áridos fríos entran en el tambor de secado (o cilindro de secado), donde se secan y calientan mediante el gas caliente a alta temperatura producido por los quemadores, elevando la temperatura de los áridos a 150-180 °C y reduciendo el contenido de humedad a menos del 0.5 %.
Las plantas de mezcla intermitente suelen utilizar tambores de secado independientes;
plantas mezcladoras de tambor continuo (como Zoomline Los tambores de la serie ZAP-C integran parcialmente los procesos de secado y mezcla en el mismo tambor, con una estructura más compacta.
3. Cribado de áridos calientes y almacenamiento temporal (principalmente aplicable a plantas de mezcla intermitente)
Los agregados calentados se envían a la capa de cribado mediante un elevador caliente, se clasifican con precisión según las diferentes especificaciones de tamaño de partícula y se almacenan en los correspondientes contenedores de material caliente, preparándose así para una medición precisa en la siguiente etapa.
4. Medición y proporción precisas
Los áridos, el asfalto y el polvo mineral se miden con balanzas electrónicas de alta precisión (precisión de los áridos: ±0.5 %, precisión del asfalto: ±0.3 %). El sistema ajusta automáticamente las proporciones de cada componente según la fórmula establecida, garantizando la estabilidad de indicadores clave como el contenido de asfalto.
5. Proceso de mezcla
Intermitente: Primero se mezclan en seco los áridos calientes (10-15 segundos), luego se rocía asfalto caliente para la mezcla en húmedo (35-50 segundos), con un tiempo total de mezclado de aproximadamente 45-60 segundos, lo que garantiza la uniformidad de la mezcla y la ausencia de materiales moteados.
Tambor continuo: Los áridos se mezclan continuamente con asfalto y polvo mineral en la parte posterior del tambor, lo que garantiza un proceso de producción ininterrumpido, una mayor eficiencia y la idoneidad para la producción a gran escala de fórmulas estables.
6. Descarga y almacenamiento del producto terminado
La mezcla asfáltica en caliente se descarga a través de la puerta de descarga o la cinta transportadora en un contenedor aislado para producto terminado, donde se almacena temporalmente, o bien se carga directamente en camiones para su transporte. La temperatura de descarga debe controlarse estrictamente entre 140 y 170 °C para evitar el envejecimiento del asfalto por exceso de temperatura o que las bajas temperaturas afecten la construcción y la trabajabilidad.
7. Tratamiento de gases de combustión y polvo
Los gases de combustión y el polvo producidos durante los procesos de secado y combustión se tratan mediante colectores de polvo de mangas de alta eficiencia o sistemas de espolvoreo húmedo para garantizar que las emisiones cumplan con las normas nacionales y locales de protección ambiental.
Zoomline Las plantas de mezcla de asfalto (incluidas las series fijas y supermóviles ZAP-C) utilizan sistemas de control avanzados en todas las etapas, que permiten el funcionamiento automático, la monitorización en tiempo real y el ajuste rápido, mejorando significativamente la estabilidad de la producción y el desempeño ambiental.

Destilación de petróleo crudo y extracción de residuos pesados
El petróleo crudo limpio y desalinizado ingresa al proceso de destilación (fraccionamiento). Este es el paso crucial para separar los precursores de betún (residuos pesados) del petróleo crudo. Este proceso se basa en el principio de las diferencias de punto de ebullición entre los compuestos de hidrocarburos, logrando la separación completa de las fracciones ligeras (gasolina, diésel) de las pesadas (materia prima asfáltica) mediante calentamiento y separación precisa dentro de la torre de fraccionamiento.
Precalentamiento de petróleo crudo para recuperación de calor residual y optimización energética
El petróleo crudo desalado se transporta primero desde el tanque de desalinización al sistema de precalentamiento mediante una bomba de alimentación (altura: 50-100 metros; caudal ajustado según la capacidad de producción). Este sistema consta de 3 a 5 intercambiadores de calor tubulares conectados en serie, cuya función principal es aprovechar el calor residual generado en los procesos de producción posteriores para precalentar el petróleo crudo, logrando así el reciclaje de energía.
Intercambiador de calor de primera etapa: intercambia calor con vapores de hidrocarburos ligeros (aprox. 200-300 °F) descargados desde la parte superior de la torre de fraccionamiento, elevando la temperatura del petróleo crudo de 93-149 °C a 150-200 °C;
Intercambiador de calor de segunda etapa: intercambia calor con el diésel y el combustible para aviones extraídos de corrientes laterales (temperatura aproximada de 300-400 °F), lo que aumenta aún más la temperatura del petróleo crudo a 250-300 °C;
Intercambiador de calor de tercera etapa: Intercambio de calor con residuos pesados del fondo de la torre de fraccionamiento (temperatura aproximada de 700-800 °F), elevando finalmente la temperatura del petróleo crudo a 550 °F (aproximadamente 288 °C).
Mediante este proceso de precalentamiento, el petróleo crudo recupera entre el 60 % y el 70 % del calor residual del sistema, lo que reduce el consumo de combustible del horno en más de un 30 %. Este enfoque ahorra energía y reduce las emisiones de carbono; por ejemplo, en una planta que produce 1,000 toneladas de asfalto al día, el sistema de precalentamiento ahorra aproximadamente 5,000 metros cúbicos de gas natural al día.
El calentamiento del horno a alta temperatura proporciona potencia de vaporización para el petróleo crudo
El petróleo crudo precalentado se introduce en el horno tubular, el corazón del proceso de destilación. El horno consta de un quemador, una cámara de radiación y una cámara de convección: • Quemador: Se introduce gas natural o fueloil y se quema dentro de la cámara de radiación, generando una llama de alta temperatura de 1200 a 1400 grados Celsius.
Cámara de radiación: El petróleo crudo fluye a través de tubos de horno (diámetro de 100-150 mm, hechos de acero de aleación resistente al calor) dentro de la cámara de radiación, absorbiendo directamente el calor radiante de las llamas para alcanzar rápidamente temperaturas de 700 °F (aproximadamente 371 °C);
Cámara de convección: Los tubos del horno se extienden hacia la cámara de convección, absorbiendo el calor convectivo de los gases de escape de la combustión para complementar el calentamiento, garantizando así una vaporización del crudo superior al 50 %. Durante el calentamiento, la velocidad del flujo de crudo dentro de los tubos del horno debe controlarse estrictamente entre 1.5 y 2.5 metros por segundo. Un caudal excesivamente bajo provoca un sobrecalentamiento localizado, lo que provoca la coquización de los componentes pesados del crudo (que se adhieren a las paredes de los tubos y dificultan la transferencia de calor).
Por el contrario, caudales excesivamente altos resultan en un calentamiento insuficiente y tasas de vaporización inadecuadas. Por lo tanto, el calentador está equipado con un monitor de caudal y un sistema de alerta temprana de coquización para monitorear continuamente la temperatura y la presión de los tubos del horno. Al detectar anomalías, se ajusta inmediatamente la carga del quemador o el caudal de crudo.
La separación precisa en la columna de destilación transforma las mezclas en componentes puros
La mezcla de gas y líquido a alta temperatura (con una tasa de vaporización del petróleo crudo del 50%-60%) se transporta a la columna de destilación, una torre cilíndrica de 20 a 40 metros de altura y 3 a 6 metros de diámetro. Su interior alberga de 30 a 50 capas de bandejas de tapa de burbuja (o bandejas de válvula flotante), mientras que el exterior está recubierto de un aislante (de 100 a 150 mm de espesor) para mantener gradientes de temperatura estables dentro de la torre. El proceso de separación dentro de la columna de destilación se basa en la transferencia de calor y masa gas-líquido a contracorriente, que se desarrolla en cuatro pasos distintos:
Distribución inicial de gas y líquidoLa mezcla gas-líquido a alta temperatura ingresa por la entrada de alimentación en la parte inferior de la columna. Debido a su mayor densidad, los componentes líquidos caen directamente a la base de la columna, mientras que los componentes gaseosos ascienden, entrando en el primer plato (cerca del fondo). La temperatura dentro de la torre presenta un gradiente descendente: aproximadamente 371-399 °C (700-750 °F) en la parte inferior y 66-93 °C (150-200 °F) en la parte superior. La temperatura disminuye de 5 a 10 °F por cada nivel de plato ascendido; este gradiente de temperatura es fundamental para lograr la separación de componentes.
Transferencia de calor y masa en bandejas de tapa de burbujaCada bandeja cuenta con "burbujas" (de 50 a 80 mm de diámetro, fabricadas en hierro fundido o acero inoxidable). Existe un espacio de 5 a 10 mm entre la base de las burbujas y la bandeja. La bandeja también incorpora un vertedero de rebose que mantiene una capa de líquido de 50 a 100 mm de altura (denominada "lecho líquido"). A medida que los componentes gaseosos fluyen hacia arriba, deben atravesar el espacio bajo las burbujas para entrar en la capa de líquido, formando numerosas burbujas (de 1 a 5 mm de diámetro). Estas burbujas mantienen un contacto prolongado con la capa de líquido, lo que facilita una intensa transferencia de calor y masa.
La transferencia de calor:Los componentes gaseosos, al estar más calientes que la capa líquida, transfieren calor al líquido a través de las burbujas, bajando su temperatura.
Transferencia de masa:Los hidrocarburos pesados con puntos de ebullición más altos (por ejemplo, diésel pesado, componentes de aceite lubricante) se condensan en líquido debido al enfriamiento y permanecen en la capa líquida de la bandeja de corriente; los hidrocarburos ligeros con puntos de ebullición más bajos (por ejemplo, componentes de gasolina) se vaporizan al absorber calor y continúan hacia arriba con la corriente de gas.
Enriquecimiento de componentes y extracción de flujo lateral:A medida que la corriente de gas asciende a través de cada bandeja, su contenido de componente ligero aumenta gradualmente; por el contrario, la corriente de líquido desciende a través de cada bandeja, aumentando su contenido de componente pesado gradualmente; este proceso se denomina "enriquecimiento de componentes". Cuando la concentración de un componente específico (p. ej., diésel, combustible para aviones) en la capa líquida de una bandeja dada alcanza más del 90%, se extrae a través de una "tubería de extracción lateral" (diámetro de 80-120 mm) y se envía a unidades de refinación posteriores (p. ej., hidrodesulfuración, desparafinado) para su procesamiento en productos terminados. Los componentes ligeros en la parte superior de la torre (p. ej., gasolina, gas licuado de petróleo) se descargan como vapores, se enfrían en líquidos en condensadores para su recolección; el "gas seco" no condensado (metano, etano, etc.) en la parte superior de la torre se quema (o se recupera como combustible).
Formación y extracción de residuos pesadosLa temperatura del fondo de la torre de fraccionamiento se mantiene a 800 °F (aproximadamente 427 °C) o superior. A esta temperatura, los hidrocarburos más pesados del petróleo crudo con los puntos de ebullición más altos (como asfaltenos, resinas y alcanos de cadena larga) no pueden vaporizarse y, en su lugar, se sedimentan como líquidos en el fondo de la torre, formando un "residuo pesado" con una densidad de 1.01–1.05 g/cm³ y una viscosidad (a 100 °C) de 1000–5000 cP. Este residuo sirve como materia prima principal para la producción de asfalto. El residuo pesado se extrae mediante una "bomba de residuos" (hecha de aleación resistente al desgaste, con una altura de 80-120 metros) en el fondo de la torre y se envía a las etapas posteriores de procesamiento del asfalto. El fondo de la torre también cuenta con un "agitador anticoquización" para evitar la coquización causada por el estancamiento prolongado del residuo pesado, lo que garantiza una extracción continua y estable.
Durante la destilación, el punto de corte es un parámetro crítico para controlar la calidad de los residuos pesados. Cada fracción (componente) tiene su correspondiente punto de ebullición inicial (PII) y punto de ebullición final (PE): el PII es la temperatura más baja a la que la fracción comienza a vaporizarse, mientras que el PE es la temperatura más alta a la que la fracción se vaporiza por completo. Para la materia prima asfáltica (residuo pesado), el punto de corte se establece como punto de ebullición final ≥ 800 °F. Si el punto de corte es demasiado bajo, un exceso de componentes ligeros contamina el residuo pesado, lo que reduce la viscosidad del asfalto y compromete la estabilidad a alta temperatura. Por el contrario, un punto de corte excesivamente alto provoca una coquización excesiva del residuo, lo que aumenta la fragilidad del asfalto. Por lo tanto, la torre de fraccionamiento está equipada con un cromatógrafo de gases en línea para analizar la composición de cada bandeja en tiempo real. Al ajustar la temperatura del horno y la relación de reflujo (la relación entre el líquido de reflujo de la parte superior de la torre y la extracción lateral), el punto de corte se controla con precisión para garantizar la estabilidad de la composición del residuo pesado.

Procesamiento refinado de residuos para obtener productos asfálticos acabados
El residuo pesado obtenido del fondo de la torre de fraccionamiento posee las características fundamentales del asfalto. Sin embargo, aún requiere un procesamiento refinado, que incluye deshidratación por calor, modificación de la mezcla y homogeneización, para transformarlo en productos asfálticos terminados, adaptados a diferentes requisitos de ingeniería. Esta etapa es fundamental para la personalización del rendimiento del asfalto, ya que determina directamente los escenarios de aplicación y los resultados de ingeniería del mismo.
Calentamiento y deshidratación: eliminación de riesgos y garantía de densidad
Los residuos pesados suelen contener entre un 0.1 % y un 0.5 % de humedad residual (principalmente agua no separada completamente durante la destilación). Si esta humedad permanece en el asfalto, se vaporiza y se expande durante los procesos de construcción posteriores (como la compactación a alta temperatura durante la colocación del pavimento asfáltico), formando burbujas que causan defectos como la formación de panales y el agrietamiento, lo que afecta gravemente la vida útil del pavimento. Por lo tanto, las plantas de asfalto deben lograr una deshidratación completa mediante un tanque de deshidratación calentado.
Calentamiento y aumento de temperaturaEl residuo pesado se introduce en un tanque de deshidratación con camisa de calentamiento. Se hace circular vapor (presión de 0.8-1.2 MPa, temperatura de 170-190 °C) a través de la camisa, calentando indirectamente el residuo a 280-300 °C. Esta temperatura facilita la rápida vaporización del agua y previene el envejecimiento excesivo del material bituminoso.
Deshidratación por presión negativaUna bomba de vacío conectada a la parte superior del tanque de deshidratación reduce la presión interna a -0.08-0.09 MPa (estado de presión negativa). Esto reduce el punto de ebullición del agua (aproximadamente 50-60 °C), acelerando la vaporización. El agua vaporizada se enfría a estado líquido mediante un condensador, se recoge y se envía al sistema de tratamiento de aguas residuales.
Detección de humedadDurante la deshidratación, un analizador de humedad en línea monitorea continuamente el contenido de humedad residual. La deshidratación se completa cuando la humedad es ≤0.05 %; el residuo resultante se denomina «asfalto base» y posee propiedades fundamentales de adherencia e impermeabilización, ideales como materia prima para asfalto estándar de carreteras.

Mejora del rendimiento del asfalto personalizado mediante la modificación de la mezcla
A medida que la infraestructura exige requisitos de rendimiento del asfalto cada vez más estrictos, el asfalto base se somete a mejoras de rendimiento mediante modificadores para formar asfalto modificado. El proceso de modificación en las plantas de asfalto se realiza en tanques de mezcla de modificación. Su principio fundamental consiste en controlar con precisión la proporción, la temperatura y la intensidad de la mezcla para garantizar una mezcla uniforme del modificador con el asfalto base, maximizando así el efecto de la modificación. Los procesos de modificación más comunes incluyen:
Asfalto modificado en polvo de caucho
Modificador: Polvo de caucho de neumáticos de desecho (tamaño de partícula de 20 a 40 mallas, contenido de 15% a 25% en masa de asfalto base);
Proceso de mezcla: El asfalto base se calienta a 180-200 °C, se añade polvo de caucho y se cizalla durante 15-20 minutos con un mezclador de cizallamiento de alta velocidad (3000-5000 rpm). El cizallamiento rompe las partículas de caucho y las dispersa en el asfalto. Los componentes elastómeros del polvo de caucho forman una estructura reticular con el asfalto, lo que mejora su tasa de recuperación elástica (del 30 % a más del 70 %) y su resistencia a la formación de roderas (la estabilidad dinámica a 60 °C aumenta de 1000 ciclos/mm a más de 3000 ciclos/mm).
Asfalto modificado con polímero SBS (para pavimentos estables a altas y bajas temperaturas)
Modificador: Copolímero de bloque de estireno-butadieno-estireno (SBS, granular, 3%-5% en masa de asfalto base);
Proceso de mezcla: Calentar el asfalto base a 190-210 °C, agregar gránulos de SBS e inicialmente hinchar el SBS mediante una "agitación a baja velocidad" (500-1000 rpm) durante 10-15 minutos. Luego, realizar una mezcla forzada utilizando una "extrusora de doble tornillo" (200-300 rpm) — — La acción de corte del tornillo dentro de la extrusora disuelve y dispersa completamente el SBS en partículas a escala nanométrica, formando una "estructura de red interpenetrante" con el asfalto. Esto mejora simultáneamente la resistencia al ahuellamiento a alta temperatura del asfalto (estabilidad dinámica a 60 °C ≥4000 ciclos/mm) y la resistencia al agrietamiento a baja temperatura (elongación a baja temperatura a -10 °C ≥50 cm), adecuado para regiones frías del norte y carreteras de servicio pesado. 3. Asfalto modificado con epoxi (para pistas de aeropuertos) o Modificador: Resina epoxi (líquida, 5%-8% en masa del asfalto base) con agente de curado (amina, mezclada 1:1 con resina epoxi) o Proceso de mezcla: Asfalto base calentado a 160-180 °C. Primero agregue la resina epoxi, revuelva durante 5-10 minutos, luego agregue el agente de curado y continúe revolviendo durante 3-5 minutos — — El agente de curado experimenta una reacción de reticulación con la resina epoxi, formando una "estructura de red rígida". Esto mejora significativamente la resistencia a la compresión del asfalto (de 15 MPa a más de 30 MPa) y la resistencia al impacto, al mismo tiempo que aumenta el coeficiente de fricción superficial a más de 0.6. Esto cumple con los estrictos requisitos de alta capacidad de carga y resistencia al deslizamiento exigidos por las pistas de aeropuertos.
El control de temperatura es fundamental durante la mezcla de modificadores: temperaturas insuficientes provocan una disolución incompleta del modificador, lo que provoca la aglomeración de partículas y compromete la uniformidad del rendimiento del asfalto; temperaturas excesivas inducen el envejecimiento termooxidativo de los modificadores (especialmente los basados en polímeros), anulando así sus efectos de modificación previstos. Por lo tanto, el tanque de mezcla modificado está equipado con un sistema de control de temperatura de doble vía: una vía mantiene la temperatura base mediante calentamiento con vapor a través de la camisa, mientras que la otra utiliza un serpentín de refrigeración interno para el ajuste de la temperatura en tiempo real, garantizando que las fluctuaciones de temperatura durante la mezcla se controlen con una precisión de ±5 grados Celsius.
Mezcla y almacenamiento del producto terminado
Tras la mezcla de modificación, el asfalto ingresa a un mezclador homogeneizador para su posterior mezclado, eliminando así las variaciones locales de los componentes. La homogeneización se realiza mediante un agitador de tipo ancla (velocidad de rotación de 50 a 100 rpm), que suele funcionar de 20 a 30 minutos para garantizar que la uniformidad de la mezcla de asfalto y modificador supere el 95 %. La homogeneidad se verifica mediante inspección de muestreo. Las muestras de asfalto tomadas aleatoriamente de diferentes ubicaciones de los tanques deben presentar una desviación ≤5 % en la viscosidad, la tasa de recuperación elástica y otros indicadores para que se consideren homogéneas.
El asfalto terminado calificado se transporta a un "tanque de almacenamiento aislado" para su almacenamiento temporal. Estos tanques suelen ser estructuras cilíndricas verticales (con una capacidad de 500 a 2000 metros cúbicos) que presentan un diseño de "doble pared de acero inoxidable + capa de aislamiento": una capa interna de acero inoxidable 304 (de 8 a 12 mm de espesor) y una capa externa de acero al carbono (de 5 a 8 mm de espesor). El espacio intermedio se rellena con aislamiento de lana de roca o poliuretano (de 150 a 200 mm de espesor), lo que garantiza que la temperatura del asfalto dentro del tanque se mantenga a 150-180 °C (ajustada según el grado del asfalto) para evitar el enfriamiento y la solidificación. La parte superior del tanque cuenta con una "válvula de ventilación" para igualar la presión interna y evitar la acumulación de vapor de asfalto. En la parte inferior se instala un "serpentín de calentamiento"; para el almacenamiento a largo plazo, se puede utilizar vapor a baja presión para un calentamiento gradual que mantenga la fluidez del asfalto.

Control de calidad de precisión de proceso completo para asfalto
La calidad del asfalto influye directamente en la seguridad y la vida útil del proyecto. Por lo tanto, la planta de asfalto implementa un sistema integral de control de calidad durante la preproducción, la producción y la posproducción. Mediante laboratorios especializados, equipos de monitoreo automatizados y procedimientos de prueba estandarizados, cada lote de asfalto cumple con las normas nacionales (p. ej., GB/T 15180-2017 "Asfalto de petróleo para carreteras de tráfico pesado") o con los requisitos específicos del cliente.
Estricto control de calidad de la materia prima
Pruebas de calidad del petróleo crudoAl llegar cada lote de crudo, el laboratorio analiza su densidad (a 20 °C), viscosidad (a 100 °C), contenido de sal, contenido de humedad y contenido de asfaltenos. Solo el crudo con un contenido de sal ≤10 lb/1000 barriles y ≥15 % de contenido de asfaltenos se desaliniza. Si no se cumplen las especificaciones, se negocian devoluciones con los proveedores o se realizan ajustes en la mezcla (por ejemplo, mezclar crudo con alto contenido de sal y bajo contenido de sal proporcionalmente para reducir el contenido total de sal).
Verificación de calidad del modificadorAl recibir los modificadores, se debe verificar su tipo, pureza y vida útil. Por ejemplo: – Los modificadores SBS requieren análisis de contenido de estireno (normalmente entre el 28 % y el 32 %) e índice de fusión (≤5 g/10 min a 190 °C / 2.16 kg). El polvo de caucho debe analizarse para determinar su contenido de cenizas (≤8 %) y contenido de fibra (≤0.5 %) para garantizar que los modificadores cumplan con los requisitos de la fórmula de producción.
Monitoreo en tiempo real y control de parámetros
Monitoreo del proceso de desalinización: Instale un analizador de contenido de sal en línea y un detector de humedad a la salida del tanque de desalinización para monitorear continuamente el contenido de sal (≤5 lb/1000 barriles) y el contenido de humedad (≤0.2%) del crudo después de la desalinización. Si las métricas superan los límites, ajuste inmediatamente el volumen de inyección de agua, la dosis de demulsionante o la intensidad del campo eléctrico hasta que se cumpla con los requisitos.
Monitoreo de la destilación: Instale sensores de temperatura y transmisores de presión en la parte superior, media e inferior de la torre de fraccionamiento. Los datos se transmiten en tiempo real al sistema de control central: la temperatura superior debe mantenerse estable entre 150 y 200 °F, la temperatura inferior debe mantenerse por encima de 800 °F y la presión de la torre debe controlarse entre 0.1 y 0.12 MPa (destilación atmosférica). Simultáneamente, un cromatógrafo de gases en línea analiza la composición de las fracciones de la corriente lateral para garantizar puntos de corte precisos para los residuos pesados (punto de ebullición final ≥800 °F).
Monitoreo del Proceso de Modificación: Durante el proceso de mezcla de la modificación, se toman muestras cada 5 minutos para medir la viscosidad del asfalto (a 135 °C, debe cumplir con los requisitos específicos del grado; por ejemplo, la viscosidad del asfalto n.° 70 debe ser de 120 a 250 mPa·s) y la dispersión del modificador (observación microscópica: tamaño de partícula del modificador ≤5 micras sin aglomeración visible). Ajuste la velocidad o la temperatura de mezcla si los parámetros se desvían.
Pruebas exhaustivas del rendimiento del producto terminado
Antes del envío, el laboratorio debe realizar “pruebas de rendimiento completas” en el asfalto terminado, con indicadores básicos que incluyen:
Indicadores de rutina
Penetración (25 °C, 100 g, 5 s): refleja la dureza del asfalto; por ejemplo, la penetración del asfalto de grado 70 debe ser de 60 a 80 (0.1 mm);
Punto de ablandamiento: Indica estabilidad a altas temperaturas; el asfalto de alta resistencia debe tener ≥46 °C;
Flexibilidad (15°C): Refleja resistencia al agrietamiento a baja temperatura; debe ser ≥100 cm.
Especificaciones especiales (asfalto modificado)
Tasa de recuperación elástica (25 °C, después de un estiramiento de 10 cm): el asfalto modificado con SBS debe ser ≥70 %;
Resistencia al envejecimiento (después de la prueba de envejecimiento en horno de película): la relación de penetración debe ser ≥60%, el alargamiento (15 °C) debe ser ≥50 cm;
Estabilidad dinámica (60°C, 0.7MPa): El asfalto modificado para autopistas debe ser ≥3000 ciclos/mm.
Solo cuando todos los indicadores de prueba cumplen con los requisitos, se puede emitir un "Certificado de Cumplimiento de Calidad" para el asfalto y permitir su carga y envío. Si existen elementos no conformes, el lote debe reprocesarse (por ejemplo, ajustando las proporciones de modificadores y remezclando) hasta que supere la prueba.

Producción verde y prevención de riesgos en la fabricación de asfalto
Con regulaciones ambientales cada vez más estrictas y requisitos de seguridad más rigurosos, las plantas de asfalto modernas priorizan ahora las mejoras ecológicas y seguras, además de la eficiencia productiva. Mediante la innovación tecnológica, minimizan el impacto ambiental a la vez que garantizan la seguridad de los trabajadores y los equipos.
Gestión ambiental
Tratamiento de gases de escape
Escape del horno: Utiliza quemadores de bajo NOx (emisiones de óxido de nitrógeno ≤50 mg/m³) para minimizar la generación de óxido de nitrógeno. Los gases de escape recuperan calor mediante una caldera de recuperación de calor (que genera vapor para calefacción) antes de ser tratados mediante un colector de polvo de mangas y una torre de desulfuración. Las emisiones de polvo ≤10 mg/m³ y las emisiones de dióxido de azufre ≤35 mg/m³ cumplen con las normas nacionales antes de su descarga por la chimenea.
Gases volátiles del asfalto: Campanas de recolección de gases instaladas sobre tanques de almacenamiento aislados y tanques de mezcla modificados capturan los vapores de asfalto evaporados. Estos vapores se dirigen a una torre de adsorción de carbón activado para su purificación. El carbón activado saturado se regenera mediante desorción con vapor. Los vapores desorbidos se someten a combustión catalítica (a 800-900 °C), produciendo dióxido de carbono y agua como subproductos de la combustión para una descarga sin contaminación.
Tratamiento de aguas residuales
Salmuera desalada: Primero ingresa a un separador de aceite para eliminar el aceite flotante (el crudo recuperado puede reciclarse), luego pasa a un tanque de flotación por aire disuelto para eliminar los sólidos en suspensión. Posteriormente, un sistema de tratamiento biológico anaeróbico + aeróbico degrada la materia orgánica. Finalmente, el efluente se somete a un tratamiento avanzado mediante una unidad de ósmosis inversa. El agua tratada cumple con los estándares de Clase 1A de la Norma de Descarga de Contaminantes de Plantas de Tratamiento de Aguas Residuales Urbanas (GB18918-2002) y puede utilizarse para paisajismo, limpieza de equipos o reabastecimiento de pozos de inyección.
Agua de enjuague del equipo: Se recoge en un tanque de sedimentación. El sobrenadante se reutiliza, mientras que el lodo se deshidrata mediante un filtro prensa y se envía a un centro de tratamiento de residuos peligrosos para su eliminación.
Eliminación de residuos sólidos
Coque de fondo de torre de destilación e impurezas de filtración: Clasificados como residuos peligrosos, incinerados por una empresa de tratamiento de residuos peligrosos cualificada. Los residuos de incineración se utilizan como áridos para la construcción.
Asfalto de baja calidad: recalentado y reformulado a través de una “unidad de reprocesamiento” antes de reingresar al proceso de producción para evitar desperdicios.
Materiales de aislamiento de desecho: Reciclados por categoría; lana de roca biodegradable utilizada para cubierta de vertedero; materiales de poliuretano no biodegradables enviados a instituciones especializadas para recuperación de recursos.
Prevención manual y monitoreo inteligente
Protección de seguridad del equipo
Horno de calentamiento: equipado con un “Dispositivo de protección contra falla de llama” (corta inmediatamente el suministro de combustible si la llama se extingue) y un “Sistema de monitoreo de coquización de tubos de horno” (utiliza termómetros infrarrojos para monitorear las temperaturas de los tubos y activa alarmas al detectar un sobrecalentamiento localizado);
Torre de destilación: Instalar válvulas de seguridad (presión de disparo de 0.15 MPa) y válvulas de alivio de emergencia (para purgar rápidamente la presión en caso de sobrepresión interna). Realizar pruebas no destructivas en las estructuras de la torre cada dos años para detectar defectos de soldadura.
Tanques de almacenamiento de alta temperatura: se instalan “dispositivos de alarma de sobretemperatura” en las paredes de los tanques y se instalan “bermas contra incendios” (altura ≥1.2 metros) en el parque de tanques para evitar incendios provocados por fugas de asfalto.
Garantía de seguridad del personal
Protección personal: Los empleados que ingresen a las áreas de producción deben usar ropa de trabajo resistente al calor, guantes resistentes al calor, protectores faciales y zapatos antiestáticos. Se requieren gafas de seguridad química al manipular asfalto modificado.
Capacitación y evaluación: Los nuevos empleados deben aprobar la "Capacitación en Seguridad en Producción" (que abarca el manejo de equipos, la respuesta ante emergencias y los conocimientos de extinción de incendios) antes de poder trabajar. Los empleados actuales participan trimestralmente en "Capacitaciones de Actualización en Seguridad" y anualmente en "Simulacros de Emergencia" (por ejemplo, respuesta ante derrames de asfalto y extinción de incendios).
Monitoreo de la salud: Establecer registros de salud para los trabajadores expuestos a altas temperaturas (p. ej., operadores de hornos, inspectores de tanques). Realizar exámenes anuales de salud ocupacional, centrándose en la función cardiovascular y el estado de la piel, para prevenir enfermedades ocupacionales relacionadas con el calor.
Sistema de monitoreo inteligente
La planta implementa un Sistema de Control Distribuido DCS para monitorear centralmente la temperatura, la presión, el caudal y otros datos de todos los equipos de producción, lo que permite una reacción en cadena de "Alarma de Falla - Apagado Automático - Respuesta de Emergencia". Por ejemplo:
Cuando la temperatura en un tanque de mezcla modificado supera los 220 °C, el sistema corta automáticamente el vapor de calentamiento, activa los serpentines de enfriamiento, activa alarmas sonoras y visuales, y notifica al personal in situ para su intervención. Los parques de tanques están equipados con detectores de gases inflamables (que monitorean las concentraciones de vapor de asfalto) y detectores de llamas. Al detectar concentraciones excesivas o un incendio, el sistema de rociadores y las alarmas contra incendios se activan de inmediato para garantizar la seguridad de la planta.

Tendencias futuras y valor de la industria
La producción de asfalto implica un complejo proceso de desalinización de petróleo crudo, separación por destilación, procesamiento refinado y control de calidad, lo que la convierte en una industria con un alto componente tecnológico y de gestión. No solo suministra materiales básicos para la construcción de carreteras, la impermeabilización de edificios y proyectos de conservación de agua, sino que también desempeña un papel fundamental en la modernización de infraestructuras. El uso generalizado de asfalto de alta calidad prolonga la vida útil de las carreteras de 10 a más de 15 años, lo que reduce los costos de mantenimiento. La adopción de asfalto modificado ecológico reduce el ruido de la carretera y la absorción de gases de escape de los vehículos, mejorando así los entornos ecológicos urbanos.
Impulsada por los objetivos de "carbono dual" y los avances en tecnologías de construcción inteligente, la futura producción de asfalto seguirá tres tendencias principales: Producción verde: promover la "tecnología de destilación ligera para petróleo crudo" (reducir las temperaturas de destilación para reducir el consumo de energía) y desarrollar "modificadores de base biológica" (como fibra de paja y derivados de aceites vegetales usados) para lograr una "producción baja en carbono + utilización circular";
Actualizaciones inteligentes: Introducción de la “tecnología de gemelo digital” para construir modelos virtuales de todo el proceso de producción de asfalto, optimizando los parámetros de producción a través de la retroalimentación de datos en tiempo real; aplicación de “sistemas de predicción de calidad de IA” para pronosticar el rendimiento del asfalto terminado en función de los indicadores de materia prima y los datos de producción, reduciendo así los costos de prueba;
Desarrollo de alto rendimiento: para escenarios de clima extremo (por ejemplo, regiones desérticas de alta temperatura, zonas de permafrost), desarrollar “asfalto resistente al calor” y “asfalto resistente al congelamiento y descongelamiento”; para el transporte futuro (por ejemplo, vehículos autónomos, logística de servicio pesado), crear “asfalto de bajo ruido” y “asfalto autorreparador” para ampliar los límites de aplicación del asfalto.
Desde el petróleo crudo hasta los materiales de ingeniería, cada paso en la producción de asfalto encarna la innovación tecnológica y una gestión meticulosa. En el futuro, las plantas de asfalto seguirán priorizando la calidad como eje central, la protección del medio ambiente como guía y la inteligencia como motor, proporcionando materiales de apoyo superiores, más ecológicos y eficientes para la infraestructura moderna. Este compromiso contribuirá a construir redes urbanas y de transporte más seguras y sostenibles.