















沥青混合料搅拌站工艺流程
什么是沥青混合料搅拌站
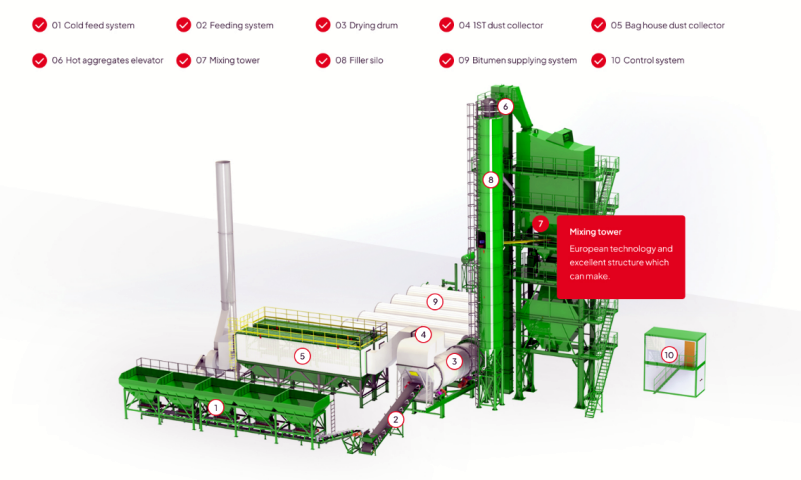
An 沥青间歇式搅拌站 是一种先进的设备,它通过循环生产工艺生产精确配比的沥青混合料。与连续式滚筒搅拌站不同,其批量计量特性在混合料质量控制方面具有绝对优势——从高速公路到机场跑道,从桥梁工程到交通繁忙的市政道路,承包商可以根据项目要求定制混合料的性能,例如耐高温性、承载能力和降噪性能。这种定制化生产能力使其成为对耐久性要求严格的基础设施项目的首选设备。
沥青搅拌站的关键部件
冷骨料给料机
冷料供给机作为生产流程的起点,负责储存和输送不同粒径的骨料。其可调节的闸门可实现精确的流量控制,确保各种规格的骨料按设计比例进入后续加工阶段。每个料斗均采用独立的齿轮箱电机,可独立调节转速,为实现精准的混合料级配奠定了坚实的基础。
干燥鼓
干燥滚筒是去除骨料水分的核心设备,其一侧的燃烧器系统可提供稳定的热源。倾斜的滚筒设计与内部搅拌板相结合,确保骨料在旋转过程中均匀受热。严格控制干燥温度(通常保持在160-180°C)和处理时间对于防止残留水分导致混合料强度不足至关重要。
热电梯
干燥后的骨料由热料提升机输送至塔顶振动筛,多层筛分装置通过高频振动实现精确的粒度分级,超过规定粒径的颗粒被自动剔除,合格骨料暂存于热料仓,确保混合料的骨料级配完全符合设计标准。
混合装置
搅拌装置是混合料制备的“心脏”。双卧轴搅拌机通过高速旋转,将加热的骨料、沥青和添加剂充分混合。搅拌筒的夹套设计有效保持内部温度,防止沥青因冷却而变稠,影响搅拌均匀性。典型的搅拌周期控制在45至60秒之间。
沥青储罐
沥青储罐采用特殊的保温设计,可通过直接燃烧或通过热油循环系统间接加热,确保沥青保持最佳流动状态。精准的温控系统有效防止沥青固化或过热降解,从而确保沥青与骨料之间达到理想的粘结性能。
沥青混合料搅拌站详细流程
冷料进料
在生产过程中 沥青搅拌站冷料进料是搅拌的初始阶段,其精度直接影响最终产品的质量。不同粒径的骨料根据设计级配要求分别送入不同的冷料仓。每个料仓均配备一台变频调速电机,通过PLC控制系统实时调节电机转速,动态控制骨料的进料速率。以2000型搅拌站为例,通过优化冷料仓仓门开度与电机转速的匹配算法,并结合高精度皮带秤进行流量监测,可将每批混合料的骨料级配误差稳定控制在±2%以内。此外,系统内置的防交叉污染隔板和振动破拱装置有效防止了骨料分离和料仓堵塞。
利用干燥滚筒进行骨料干燥和加热
冷料卸出后,骨料通过皮带输送机进入干燥滚筒。滚筒采用逆流换热设计,交替排列的抄料板使骨料均匀分散,与燃烧器产生的高温气流(1000-1200℃)充分接触。红外水分传感器持续监测卸料的含水率。当含水率降至0.5%以下时,系统自动调节燃烧器功率,确保干燥效率与能耗达到最佳平衡。值得一提的是,干燥过程中引入的温度梯度控制技术,有效防止了骨料局部过热造成的物理性能损伤,为后续生产工艺奠定了基础。
热物料输送和筛分
干燥后的骨料由斗式提升机垂直输送至振动筛分系统。该系统配备多层不锈钢筛网,可根据骨料粒径范围(例如4.75毫米、9.5毫米、16毫米等)进行精确分级。筛分后的骨料通过气动分料器分配至相应的热料仓。每个热料仓底部均安装高精度称重传感器,并结合仓壁上的料位传感器,实现骨料库存和流量的双重监控。这种设计不仅为后续配料提供精准的重量数据,还采用动态补偿算法,实时修正由热胀冷缩引起的计量误差,有效防止级配波动。
沥青 和填料测量
沥青计量系统采用双层保温称量斗结构,并结合加热夹套和温度传感器,确保沥青在150-170℃的最佳工作温度下保持良好的流动性。矿物填料由螺旋输送机均匀输送至独立的称量斗,输送速度及计量精度由变频器和失重秤控制。鉴于油石比(沥青与骨料的质量比)对混合料性能的关键影响,计量系统配备自动校准程序,定期使用标准砝码校验误差,使油石比控制精度达到±0.3%。此外,系统集成了防滴沥青阀和填料密封装置,有效减少材料损失和环境污染。
混合料搅拌
在搅拌单元中,热料、沥青和填料按照预设配方精确配料。如果加入再生沥青路面(RAP)材料,则通过独立的计量输送系统控制,以确保再生料的配比符合设计要求。搅拌主机采用双轴强制式结构,配备耐磨合金叶片。通过优化搅拌桨角度和转速,混合料在45-60秒内达到均匀搅拌。搅拌完成后,卸料门通过液压驱动快速打开,将温度保持在150-170°C的成品料输送至运输卡车或储料仓。在此过程中,安装在卸料口的红外温度传感器持续监测物料温度。如果温度偏离设定范围,系统将自动报警并调整干燥加热参数。
沥青储存和输送
沥青储罐分为直接加热和间接加热两种。直接加热式储罐采用燃烧器直接加热沥青,升温迅速,但存在局部过热风险;间接加热式储罐采用热油循环系统间接加热,温度分布更均匀,适合储存对温度波动敏感的高质量沥青。储罐中的沥青通过管道和泵送系统精确输送至称量斗和拌合站。输送过程中,必须严格控制沥青的温度和流量,以确保性能稳定。
填料储存
填料储存仓用于储存矿物填料,并通过螺旋输送机输送至称量料斗。必须根据生产计划监控填料的储存量并进行补充,以确保连续生产。此外,必须采取预防措施,防止填料受潮和受污染,以免出现可能影响沥青混合料性能的质量问题。
污染 C控制
袋式除尘器和预分离器是沥青搅拌站污染控制的核心设备。预分离器首先去除重度粉尘,减轻后续除尘设备的负荷;袋式除尘器通过内部滤袋高效过滤有害气体和细小粉尘。这种组合式除尘系统确保排放的烟气符合严格的环保标准,最大限度地减少环境污染。例如,在环保要求日益严格的今天,符合国家标准的除尘设备是搅拌站正常运行的必要条件。
控制面板
沥青搅拌站的控制系统由PLC控制面板和触摸屏人机界面(HMI)组成。操作人员可以通过控制面板实时监控和调整各个生产工序的运行参数,例如温度、转速、重量等。先进的控制系统还具备故障诊断和预警功能,当设备出现异常时,系统会及时发出报警并给出解决方案,确保安全高效的生产运行。
沥青混合料搅拌站工艺流程的其他变化
再生材料的应用(RAP整合)
通过掺入10%-30%的再生沥青路面材料(RAP),实现了双重效益:降低原材料成本15%-25%,同时显著减少建筑垃圾排放。该搅拌站配备智能RAP计量系统,可精确控制加热温度,防止沥青老化。优化的搅拌顺序算法确保新旧材料均匀混合,保持成品质量的稳定性。
增材技术创新
通过添加苯乙烯-丁二烯-苯乙烯嵌段共聚物(SBS)等高性能聚合物,沥青混合料的抗裂性能提高30%以上,大大延长路面的使用寿命。
温混技术
采用新型温拌剂,可降低生产温度10-40℃,节能15%-20%,同时减少温室气体排放,改善施工环境,降低工人劳动强度。
沥青搅拌站的关键性能优势
高精度配料控制
采用独立批量计量系统,实现级配和油石比的精确控制,彻底消除了连续生产中参数波动的风险。实践验证,混合料合格率稳定在99%以上,为工程质量奠定了可靠的基础。
灵活的定制能力
针对不同的工程场景,例如机场跑道的高承重要求,或是城市道路的降噪特性,可以快速灵活地调整生产配方,相比传统连续设备,在适应复杂工况方面具有显著优势。
能源效率优化
采用先进的现代化燃烧器,结合高效的保温技术,有效降低燃料消耗。部分高端设备集成余热回收系统,进一步提升能源利用效率,实现能源效率提升10%-15%。
污染控制
袋式除尘器和预分离器是沥青搅拌站污染控制的核心设备。预分离器首先去除重度粉尘,减轻后续除尘设备的负荷;袋式除尘器通过内部滤袋高效过滤有害气体和细小粉尘。这种组合式除尘系统确保排放的烟气符合严格的环保标准,最大限度地减少环境污染。例如,在环保要求日益严格的今天,符合国家标准的除尘设备是搅拌站正常运行的必要条件。
自动化和智能化升级
沥青搅拌站的控制系统由PLC控制面板和触摸屏人机界面(HMI)组成。操作人员可以通过控制面板实时监控和调整各个生产工序的运行参数,例如温度、转速、重量等。先进的控制系统还具备故障诊断和预警功能,当设备出现异常时,系统会及时发出报警并给出解决方案,确保安全高效的生产运行。
配备PLC智能控制系统,可实时动态监控生产数据,支持远程故障诊断功能,大幅减少人工干预,降低操作失误60%以上,显著提升生产管理效率及稳定性。
优化运营效率的技巧
精确的过程控制
通过HMI界面实时调整骨料流量、干燥温度、搅拌时间等参数。以2000型设备为例,搅拌周期缩短5秒(由50秒缩短至45秒),每小时产量由144吨提升至160吨,产能优化效果显著。
预防性维护系统
- 日常维护:检查传送带张力、电机运转状态,并对各传动部件进行润滑;
- 每周维护:清理振动筛网及热料仓壁上的积料,测试燃烧器火焰稳定性;
- 每月维护:校准沥青及填料称量系统,检查袋式除尘器脉冲清灰压力;
- 年度维护:更换搅拌臂内衬和干燥滚筒耐火材料,对控制系统进行全面检查。
质量保证措施
建立批次检测制度:每批混合料都要取样进行级配筛选、油石比检测、马歇尔稳定度试验,确保符合设计标准。
环境合规管理
定期更换破损滤袋,控制粉尘排放浓度≤30mg/m³;采用低硫燃料和温混技术,减少氮氧化物排放量15%-20%。
分析 Common F故障 A沥青 M宜兴 Pants
产能不足,产量不稳定
- 核心问题:
混合比例不平衡:特定骨料仓发生溢料或缺料,导致搅拌过程频繁中断。例如,在高速公路项目施工中,由于4.75-9.5mm骨料仓容量设计不足,高峰期每小时发生2-3次溢料报警,直接影响生产线的连续性。
层次控制问题:实际骨料级配与目标级配偏差5%以上,筛分效率降低,单台搅拌车生产能力降低15%-20%。
水分含量过高:当骨料含水率超过7%时,干燥滚筒的热交换效率降低30%以上,使每批干燥时间延长至8-10分钟(标准为5-6分钟)。
能量缺乏:使用热值低于42MJ/kg的重油,或火焰长度、温度分布不符合标准的燃烧器,导致热能利用率低于65%。
设备运行参数设置不当:设备运行参数设置是否合理,直接影响搅拌站的生产能力,其中干拌时间、湿拌时间、料斗门开关时间的设置尤为关键。正常情况下,搅拌生产周期控制在45秒/周期,设备即可达到额定生产能力。以2000型搅拌设备为例,搅拌周期为45秒,每小时产量可达160吨;如果搅拌周期延长至50秒,每小时产量则降至144吨。因此,在保证产品质量的前提下,合理缩短搅拌周期,优化各项运行参数设置,对提升生产能力至关重要。
- 系统解决方案:
建立动态混合设计管理系统,实时监控骨料仓料位,并设置智能预警阈值(例如,当料位低于20%时自动触发进料)。
引入在线级配检测设备,每15分钟生成一次级配偏差报告,自动调整筛分参数。
安装微波水分检测仪,将干燥温度与水分数据联动,实现PID智能控制。
选择热值≥45 MJ/kg的燃料,定期清理燃烧器喷嘴的积碳,并优化风门和油压比。
波动 Discharge T温度 M夹具
- 危害分析:
高温风险: 当出料温度超过185℃时,沥青中的轻组分会蒸发,造成针入度下降15%~20%,形成“烧焦物”,严重影响路面的抗车辙性能。
低温缺陷: 当温度低于155℃时,沥青覆盖层不均匀,马歇尔稳定度降低30%,并可能形成“白料”,每吨废料造成的直接经济损失约为250元。
- 智能控制策略:
采用双冗余温控系统,主温控器与备用温控器相互交叉校验,当误差超过±2℃时自动报警。
安装红外线测温仪实时监测骨料出口温度,通过PLC系统动态调节燃烧器风门开度(调节精度±0.5°)。
建立水分含量-温度补偿模型,水分含量每增加1%,干燥温度自动升高5-8℃。
油对A聚集 RATIO D逃避
- 因果分析:
粉尘吸附:当集料中黏土含量超过3%时,每立方米沥青混合料中约有0.8~1.2公斤沥青被粉尘吸附,导致实际油集比降低0.3%~0.5%。
测量误差:称重传感器零点漂移超过±0.5%FS(满量程),或矿粉仓卸料门密封垫磨损(间隙>2mm),造成漏料。
- 精细化管控措施:
安装三级洗涤筛分系统(预洗→高压冲洗→振动筛),确保骨料含泥量<1.5%。
每日生产前进行空秤校准,每周进行10吨级砝码校准,误差控制在±0.3%以内。
采用双层密封卸料门结构,并安装压力传感器监控密封状态,当泄漏量超过0.5kg/min时自动停机。
灰尘 P溶质 I问题
- 根本原因分析:
当骨料原始含尘量超过5%时,常规筛分系统的除尘效率只能达到85%,导致后续工序的粉尘负荷大幅增加。
当袋式除尘器脉冲压力低于0.4MPa时,滤袋的除尘效率下降50%,当滤袋表面积尘厚度超过5mm时,阻力增加300~500Pa。
- 综合防治措施:
在骨料进料口处安装旋风预除尘器,配合喷雾抑尘系统,预除尘效率可达70%-80%。
采用覆膜防静电滤袋,脉冲压力设定为0.5~0.6MPa,安装差压变送器,实时监测阻力变化,超标时自动启动反吹程序。
建立基于累计风量(建议每1万m³更换一次)和破损检测数据(红外穿透检测)的滤袋寿命管理体系,实现计划更换。
沥青混合料搅拌站的维护和保养
在全生命周期管理中 沥青间歇式搅拌站科学的维护和检查体系是确保设备持续高效运行和降低运营成本的关键因素。通过系统化的维护策略,可以有效预防设备故障,延长使用寿命,并提高整体运行效率。
建立维护体系
依据设备厂商提供的技术手册,制定分级维护计划,形成日检、周检、月检、年检四级维护体系。每项维护任务必须明确操作规程、技术标准和验收标准,并建立电子维护记录。利用物联网技术实时监控设备运行状态和维护记录。例如,搅拌单元轴承每运行500小时需补充高温油脂,干燥滚筒耐火材料层每两年需进行一次热成像检查和结构完整性评估。
关键部件维护点
- 干燥滚筒:作为热能转换的核心部件,必须建立动态监控机制。定期使用超声波测厚仪检查抄料板的磨损情况,当壁厚损失超过原值的15%时,应立即更换。每周清理燃烧器喷嘴处的积碳,防止局部过热导致滚筒椭圆度超标。建议配备红外热像仪,实时监测滚筒表面温度分布,防止散热不均造成结构损伤。
- 搅拌单元:坚持精细化维护标准,当搅拌叶片单侧磨损超过10毫米或出现裂纹时,更换高强度合金叶片;轴端密封系统采用双唇密封结构,配合压力传感器,实时监测密封腔压力,确保沥青零泄漏。
- 称重系统:实行“清洁-校准-检定”三步维护流程。每日用无尘布清洁传感器表面,每月使用M1级标准砝码进行多点线性校准,通过三次重复称重验证测量重复性误差不超过±0.3%。
- 除尘系统:建立智能除尘管理系统,使用差压传感器监测滤袋阻力。当阻力超过设定阈值(通常为1200帕)时,脉冲清灰程序将自动启动。每班次结束后,必须清除预分离器中的积尘。建议使用自动排灰阀和料位传感器,以防止系统负压因粉尘堵塞而受到影响。
故障预测与备件管理
部署工业物联网监控平台,利用振动频谱分析仪、红外测温仪等智能设备,实时采集关键设备的振动、温度、电流等运行参数。结合机器学习算法,建立故障预测模型。建立动态备件管理体系,对易损部件(如袋式除尘器滤袋、搅拌臂、传送带等)实行ABC分类管理。对于A级关键备件(如滤袋),应保持10%-15%的安全库存,确保突发故障时4小时内更换。同时,与核心供应商建立战略备件储备协议,实现24小时内全国范围内应急备件的调配。
操作员培训系统
操作人员作为设备操作的直接执行者,直接影响搅拌站的运行效率和产品质量。企业应建立完善的培训体系,新员工必须经过理论和实践考核才能上岗。培训内容应涵盖设备原理、操作规程、安全规范、常见故障应急处置等。此外,还应定期针对技术升级和新工艺应用开展专门培训,例如再生料添加工艺、智能控制系统操作等,确保操作人员及时掌握新技术,提升整体生产效率和管理水平。
通过严格执行上述维护保养和检查策略,不仅可以显著降低设备故障率,还可以大幅减少停机检修造成的生产损失。统计显示,系统性维护保养可以使搅拌站设备平均故障间隔时间(MTBF)延长40%,设备全寿命周期成本降低25%以上,真正实现降本增效的运营目标。
结语
沥青搅拌站凭借其精确的计量、灵活的定制化以及高效环保的特点,间歇式混凝土搅拌站已成为现代基础设施建设的核心设备。随着智能PLC系统、物联网监控技术的广泛应用,以及再生材料和温拌技术的深度融合,搅拌站正不断向“绿色生产”和“智能制造”演进。对于工程企业而言,掌握间歇式混凝土搅拌站的核心工艺和操作要点,不仅能够提升工程质量和效率,还能帮助企业在低碳建设的浪潮中获得竞争优势。


